20 obrysové cykly soustružení, Práce s obrysovými cykly, Hrubování axiálně g810 – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 211: Práce s obrysovými cykly hrubování axiálně g810
HEIDENHAIN CNC PILOT 4290
211
4.20 Obrysové cykly soustružení
4.20 Obrysové cykly soustružení
Práce s obrysovými cykly
Zjištění referencí bloku:
Aktivujte zobrazování obrysů:
U
stiskněte softklávesu, nebo zvolte bod nabídky
"Grafika"
U
kurzor nastavte na vstupní políčko "NS" nebo "NE"
Přepněte na okno grafiky:
U
stiskněte softklávesu DALŠÍ
Zvolte prvek obrysu:
U
vyberte prvek obrysu pomocí "šipka doleva/doprava"
U
"šipka nahoru/dolů" přepíná mezi různými obrysy (i
obrysy na čelech, atd.)
U
převezměte číslo bloku obrysového prvku pomocí
ENTER
Omezení řezu
Poloha nástroje před vyvoláním cyklu je směrodatná pro provedení
omezení řezu. CNC PILOT ubírá materiál na té straně omezení řezu,
na níž nástroj stojí před vyvoláním cyklu.
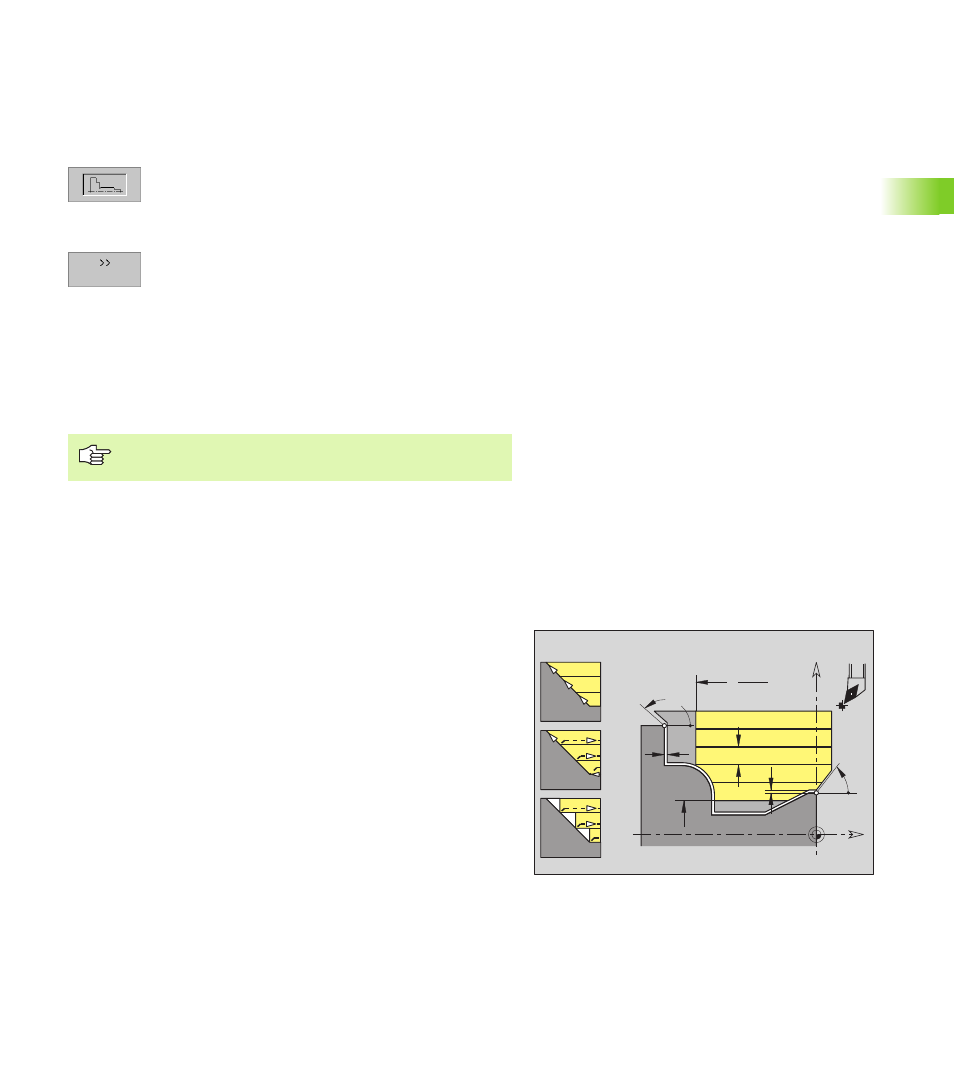
Hrubování axiálně G810
G810 obrobí úsek obrysu popsaný pomocí „NS, NE“ od „NS do NE“.
Podle potřeby se obráběná plocha rozdělí do několika úseků (příklad:
v prohlubních obrysu).
Při stisku "Šipka nahoru/dolů" bere CNC PILOT v úvahu i
obrysy, které nejsou na obrazovce zobrazovány.
0
2
H
1
W
A
K
X
Z
P
I
Z
Ø
X
Ø
Parametry
NS
Číslo počátečního bloku (začátek části obrysu)
NE
Číslo koncového bloku (konec části obrysu)
Není-li NE programováno: obrysový prvek NS se obrobí ve
směru definice obrysu.
Je-li naprogramováno NS=NE: obrysový prvek NS se
obrobí proti směru definice obrysu.
P
Maximální přísuv
I
Přídavek ve směru X (průměr) – (standardně: 0)
K
Přídavek ve směru Z (standardně: 0)