27 frézovací cykly – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 266
266
4.27 Frézovací cykly
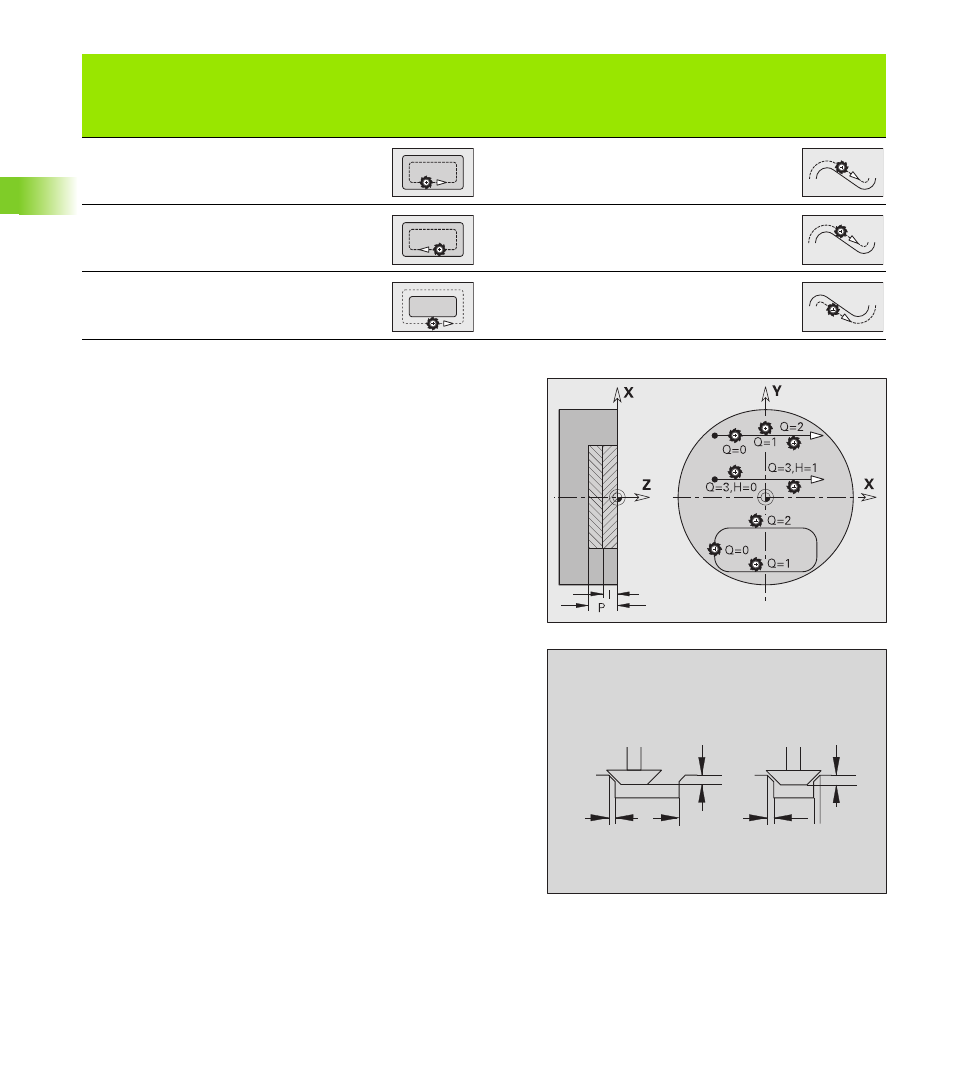
G840 – Odjehlení
G840 odjehluje (odhrotuje), je-li naprogramována „šířka zkosení B“.
Při překrývání obrysů definujete pomocí „Q“, zda se má obrobit první
oblast (od bodu startu) nebo celý obrys. Naprogramujte pouze
parametry uvedené v následující tabulce.
vnitřní
Sousledně
(H = 1)
Mx03
vlevo
vlevo
(Q=3)
Nesousledně
(H = 0)
Mx04
vlevo
vnitřní
Sousledně
(H = 1)
Mx04
vpravo
vlevo
(Q=3)
Sousledně
(H = 1)
Mx03
vlevo
zvenčí
(Q=2)
Nesousledně
(H = 0)
Mx03
vpravo
vpravo
(Q=3)
Sousledně
(H = 1)
Mx04
vpravo
Frézování obrysů G840
Typ
cyklu
Způsob
frézování
Směr
rotace
nástroje
FRK
Provedení
Typ
cyklu
Způsob
frézování
Směr
rotace
nástroje
FRK
Provedení
B
P
J
B
P
1
2
Parametry – Odjehlení
Q
Typ cyklu (= místo frézování)
Otevřený obrys
Q = 0: střed frézy je na obrysu. „Q0“ odjehlí drážku
jediným objezdem odfrézovaného otevřeného nebo
uzavřeného obrysu.
Q = 1: obrábění vlevo od obrysu. Při překrývání bere
G840 do úvahy pouze první oblast obrysu.
Q = 2: obrábění vpravo od obrysu. Při překrývání bere
G840 do úvahy pouze první oblast obrysu.
Q = 3: podle „H“ a směru otáčení frézy se frézuje vlevo
nebo vpravo od obrysu (viz “G840 – Frézování:” na
stranì 262). Při překrývání bere G840 do úvahy pouze
první oblast obrysu.
Q = 4: obrábění vlevo od obrysu. Při překrývání bere
G840 do úvahy celý obrys.
Q = 5: obrábění vpravo od obrysu. Při překrývání bere
G840 do úvahy celý obrys.
Uzavřený obrys
Q = 0: střed frézy je na obrysu
Q = 1: vnitřní frézování
Q = 2: vnější frézování
NS
Číslo bloku – začátek úseku obrysu
Tvary (obrazce): číslo bloku obrazce
Volný otevřený nebo uzavřený obrys: první prvek obrysu
(nikoli bod startu)