Atribut obrábění pro „soustružení závitů, 12 p ři řazení atribut ů – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 474
474
6.12 P
ři
řazení atribut
ů
Atribut obrábění pro „soustružení závitů“
Atribut obrábění definuje detaily obrábění závitu.
Přiřazení atributu obrábění pro „Soustružení závitu“:
U
Zvolte v nabídce hotového dílce „Atributy > Atribut obrábění >
Soustružení závitu“.
U
Vyberte závit. TURN PLUS otevře dialogové okno „Soustružit závit“.
U
Určete parametry závitu.
Parametry
B
Délka náběhu
Bez zadání: CNC PILOT zjistí délku ze sousedních výběhů
nebo zápichů.
Bez zadání, žádný odlehčovací zápich (výběh)/zápich: CNC
PILOT použije „Délku rozběhu pro závit “ z parametru
obrábění 7.
P
Délka doběhu
Bez zadání: CNC PILOT zjistí délku ze sousedních výběhů
nebo zápichů.
Bez zadání, žádný odlehčovací zápich (výběh)/zápich: CNC
PILOT použije „Délku doběhu pro závit“ z parametru
obrábění 7.
C
Úhel startu, leží-li začátek závitu definovaně vůči obrysovým
prvkům, jež nejsou rotačně symetrické.
I
Maximální přísuv
V
Způsob přísuvu
V = 0 (konstantní průřez): konstantní průřez třísky u všech
řezů.
V = 1: konstantní přísuv
V = 2 (rozdělení doříznutí): vyplyne-li z dělení hodnot hloubka
závitu/přísuv zbytek, platí tento „zbytek“ pro první přísuv.
„Poslední řez“ se rozdělí na polovinový řez, čtvrtinový a
osminový řez.
V = 3 (Metoda EPL): přísuv se vypočítá ze stoupání a otáček.
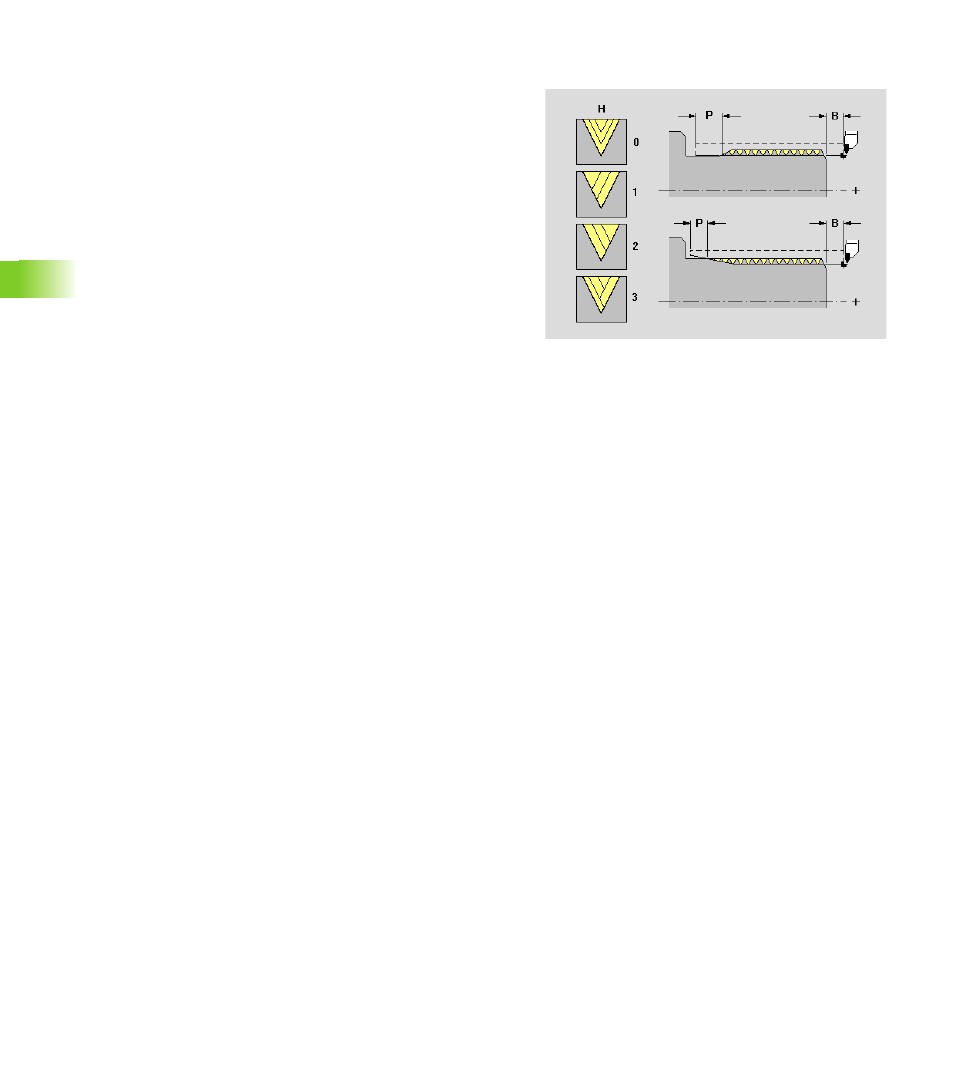
H
Způsob přesazení jednotlivých přísuvů k vyhlazení boků závitu
H = 0: bez přesazení
H = 1: přesazení zleva
H = 2: přesazení zprava
H = 3: přesazení střídavě vpravo/vlevo
Q
Počet chodů naprázdno po posledním řezu (k odstranění
řezného tlaku na dně závitu)