13 p říprava – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 487
HEIDENHAIN CNC PILOT 4290
487
6.13 P
říprava
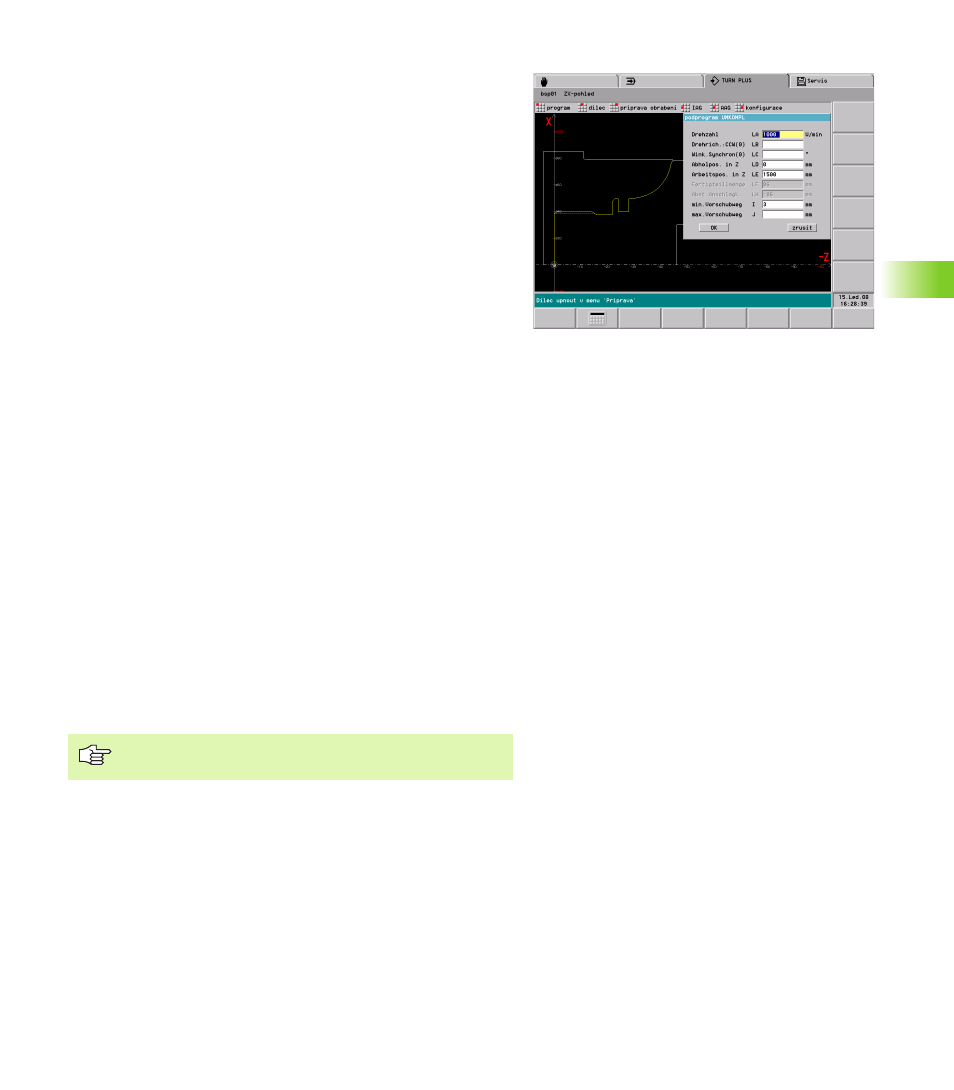
Expertní program „UMKOMPL“
Expertní program zapsaný do „UP-UMKOMPL“ (parametr
obrábění 21) předává obrobek přídavnému vřetenu.
TURN PLUS zapíše zjištěné parametry jako navržené hodnoty. Tyto
zápisy překontrolujte, příp. doplňte.
Parametry (Příklad)
LA
Otáčky při předávání dílce
LB
Směr otáčení vřetena
0: CCW (proti hodinových ručičkám)
1: CW (ve směru hodinových ručiček)
LC
Otáčkový nebo úhlový synchronní chod
0: úhlový synchronní chod bez úhlového přesazení
>0: úhlový synchronní chod se předvoleným úhlovým
přesazením
<0: otáčkový synchronní chod
LD
Přebírací poloha v Z
0: přebírací poloha ve strojním rozměru 1
1..6: přebírací poloha ve strojním rozměru 1..6
¼ 0..6: přebírací pozice. TURN PLUS zjistí navrhovanou
hodnotu.
LE
Pracovní poloha v Z (navržená hodnota: offset nulového bodu
osy Z $1)
I
Minimální dráha posuvu
bez „Najetí na pevný doraz“: bezpečná vzdálenost vůči
přebíranému obrobku (navržená hodnota: „Bezpečná
vzdálenost vůči polotovaru“ z parametru obrábění 2).
při „Najetí na pevný doraz“: viz příručku ke stroji
J
Maximální dráha posuvu a „Najetí na pevný doraz“
bez zadání: bez „Najetí na pevný doraz“
„Najetí na pevný doraz“: Význam parametru: viz příručku ke
stroji
Expertní programy poskytuje výrobce stroje. Význam
parametrů a průběh programu najdete v příručce ke stroji.