Posunutí nulového bodu g51, 16 posunutí nulového bodu – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 199
HEIDENHAIN CNC PILOT 4290
199
4.16 Posunutí nulového bodu
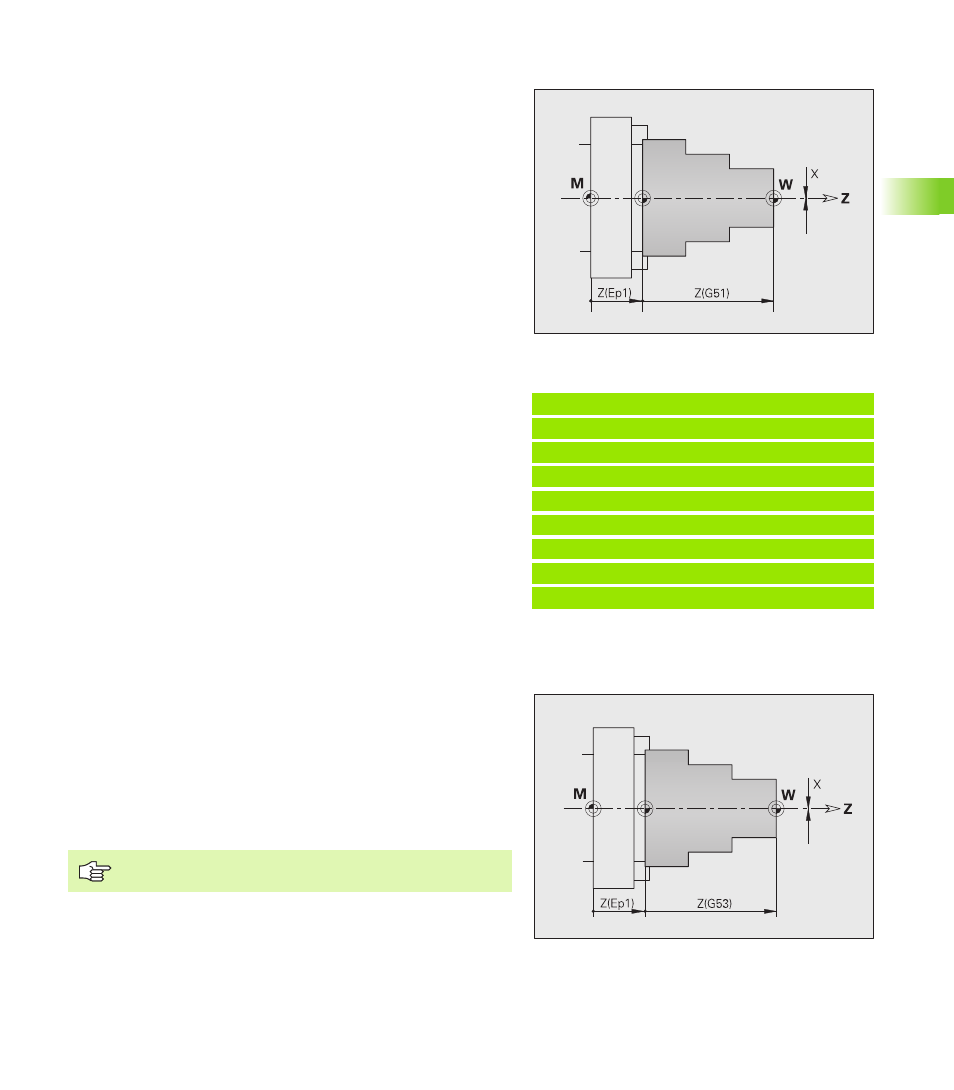
Posunutí nulového bodu G51
G51 posouvá nulový bod obrobku o „Z“ (nebo „X“). Toto posunutí se
vztahuje k nulovému bodu obrobku definovanému v seřizovacím
režimu.
I když budete G51 programovat vícekrát, zůstává vztažným bodem
nulový bod obrobku nadefinovaný v provozním režimu seřizování.
Toto posunutí nulového bodu obrobku platí do konce programu, nebo
dokud není zrušeno jiným posunutím nulového bodu.
Parametry určené posunutí nulového bodu G53,
G54, G55
G53..G55 posouvají nulový bod obrobku o hodnotu definovanou v
seřizovacích parametrech 3, 4, 5. Toto posunutí se vztahuje k
nulovému bodu obrobku definovanému v seřizovacím režimu.
I když G53, G54, G55 naprogramujete vícekrát, zůstává vztažným
bodem nulový bod obrobku nadefinovaný v provozním režimu
seřizování.
Toto posunutí nulového bodu obrobku platí do konce programu, nebo
dokud není zrušeno jiným posunutím nulového bodu.
Parametry
X
Posunutí (poloměr)
Z
Posunutí
Przykład: G51
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X62 Z5
N3 G810 NS7 NE12 P5 I0.5 K0.2
N4 G51 Z-28 [posunutí nulového bodu]
N5 G0 X62 Z-15
N6 G810 NS7 NE12 P5 I0.5 K0.2
N7 G51 Z-56 [posunutí nulového bodu]
. . .
Posunutí v X se udává jako rozměr rádiusu (poloměru).