Přepnutí obrobku – 1. upnutí po 2. upnutí, 13 p říprava – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 486
486
6.13 P
říprava
Přepnutí obrobku – 1. upnutí po 2. upnutí
„Přepnutí obrobku – 1. upnutí po 2. upnutí“zahájí obrábění druhého
upnutí.
Nejprve definujte upínadla. Potom TURN PLUS aktivuje Expertní
program z parametru obrábění 21. Který expertní program se aktivuje
závisí na zadání „Vřeteno“ z „1. upnutí ..“ a „2. upnutí ..“ v záhlaví
programu a na zadání do „Pořadí obrábění“:
Jsou-li zadaná různá vřetena v „1. upnutí ..“ a „2. upnutí ..“ (stroj s
přídavným vřetenem):
hlavní a dílčí obrábění „Přepnutí – kompletní obrábění“: zápis „UP-
UMKOMPL“ (předání přídavnému vřetenu)
hlavní a dílčí obrábění „Upnutí – kompletní obrábění“: zápis „UP-
UMKOMPLA“ (upnutí a předání přídavnému vřetenu)
Jsou-li zadaná stejná vřetena v „1. upnutí ..“ a „2. upnutí ..“
(kompletní obrobení na stroji s jedním vřetenem):
hlavní a dílčí obrábění „Přepnutí – kompletní obrábění“: zápis „UP-
UMHAND“ (ruční přepnutí)
hlavní a dílčí obrábění „Upnutí – kompletní obrábění“: zápis „UP-
ABHAND“ (upíchnutí a ruční přepnutí)
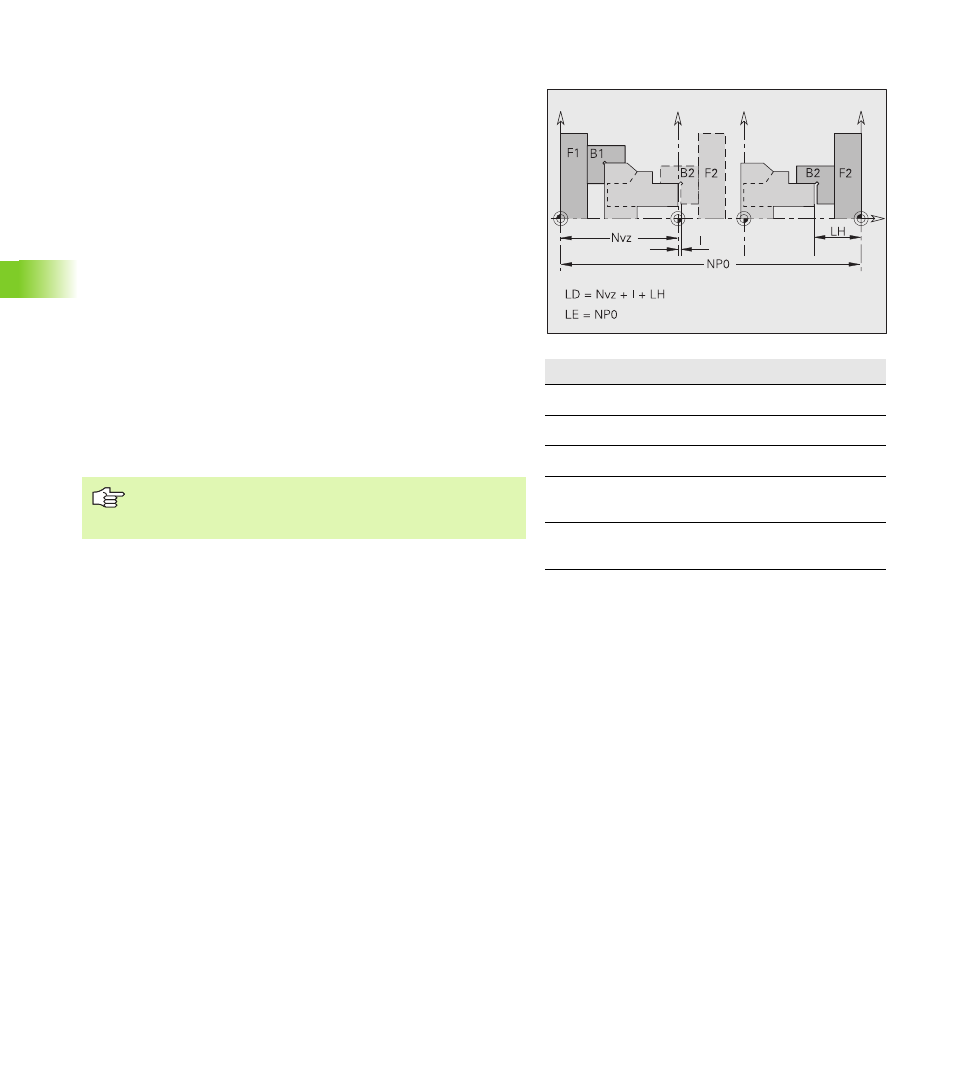
Obrázek vysvětluje parametry, které jsou důležité při předávání
obrobku přídavnému vřetenu.
Označování
F1/B1 Sklíčidlo / upínací čelist hlavního vřetena
F2/B2 Sklíčidlo / upínací čelist přídavného vřetena
Nvz
Posunutí nulového bodu (G59, ..)
I
Bezpečná vzdálenost vůči polotovaru
(parametr obrábění 2)
NP0
Offset nulového bodu (např. MP 1164 pro
osu Z $1)
Následující expertní programy považujte za příklad.
Expertní programy poskytuje výrobce stroje. Význam
parametrů a průběh programu najdete v příručce ke stroji.