Vrtání závitu g36, 23 v rt a cí cykly – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 249
HEIDENHAIN CNC PILOT 4290
249
4.23 V
rt
a
cí cykly
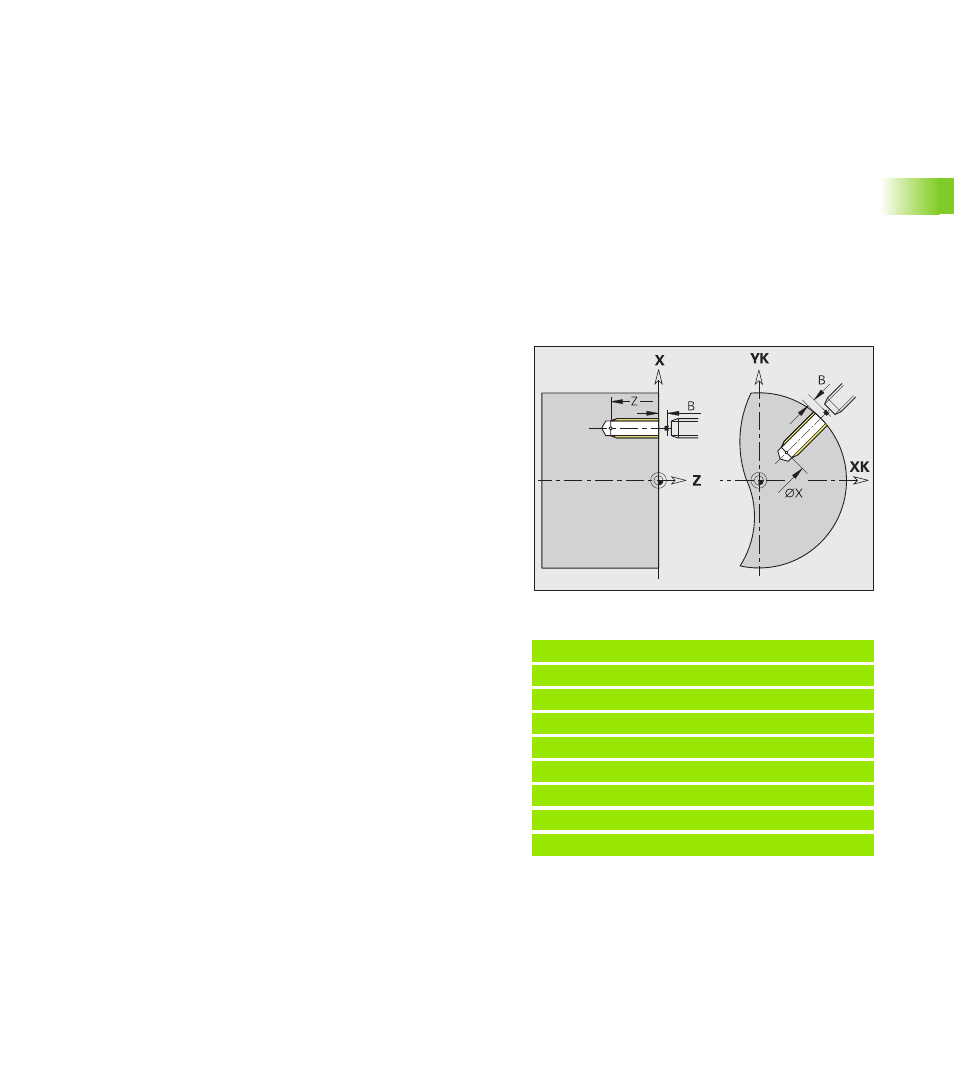
Vrtání závitu G36
G36 řeže axiální a radiální závity pevnými nebo poháněnými nástroji.
G36 rozhodne v závislosti na „X / Z“, zda se jedná o radiální nebo o
axiální vrtání.
Před G36 najeďte do bodu startu. G36 odjede po vyvrtání závitu zpět
do tohoto bodu startu.
Provádění cyklu
1 Jede rychloposuvem do "bodu startu":
K není naprogramováno: jede přímo do "bodu startu"
K je programováno: jede na pozici "K" a pak na "bod startu"
2 Posuvem projede "délku rozběhu B" (synchronizace vřetena a
pohonu posuvu).
3 Vyřízne závit.
4 Jede s "otáčkami zpětného pohybu S" zpět:
K není naprogramováno: na "bod startu"
K je programováno: na pozici "K".
Przykład: G36
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-30
N4 G14 Q0
N5 T6 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z-25 F1.5 B3 Q0 [Vrtání závitů]
. . .
Parametry
X
Koncový bod axiální díry (průměr)
Z
Koncový bod radiální díry
F
Posuv na otáčku: stoupání závitu
Q
Číslo vřetena (standardně: 0 – hlavní vřeteno)
B
Délka rozběhu k synchronizaci vřetena a pohonu posuvu
H
Vztažný směr stoupání závitu (standardně: 0)
H = 0: posuv v ose Z
H = 1: posuv v ose X
H = 2: posuv v ose Y
H = 3: dráhový posuv
S
Otáčky zpětného pohybu (standardně: otáčky závitníku).