Čelní soustružení jednoduché g82, 21 jednoduché cykly soustružení – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 231
HEIDENHAIN CNC PILOT 4290
231
4.21 Jednoduché cykly soustružení
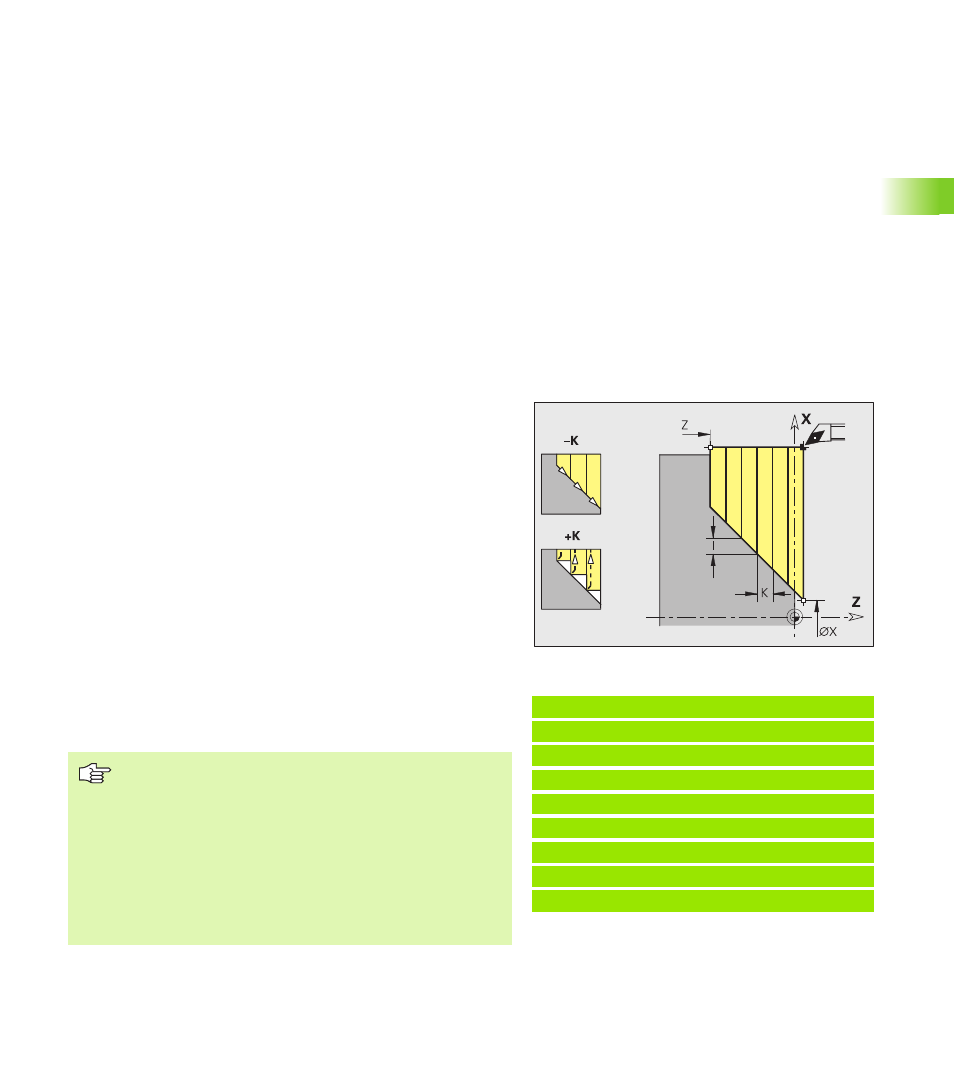
Čelní soustružení jednoduché G82
G82 ohrubuje část obrysu popsanou aktuální polohou nástroje a „X,
Z“. Úhel úkosu definujete pomocí I a K.
CNC PILOT rozpozná vnější / vnitřní obrábění podle polohy cílového
bodu. Rozdělení řezů se vypočte tak, aby nedošlo ke „klouzavému
řezu“ a aby vypočtený přísuv byl <= „K“.
Provádění cyklu
1 Vypočte se rozdělení řezů.
2 Přisune rovnoběžně s osou z bodu startu pro první řez.
3 Jede posuvem až do cílového bodu Z.
4 V závislosti na "znaménku I“:
I<0: odebírá podél obrysu
I>0: odsune se o 1 mm v úhlu 45 °
5 Vrátí se rychloposuvem zpět a provede přísuv pro další řez.
6 Opakuje 3...5, až se dosáhne „cílový bod X“.
7 Najede na:
X: poslední souřadnici odsunutí
Z: bod startu cyklu
Przykład: G82
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G82 X20 Z-15 I4 K4 Q0
N4 G0 X120 Z-15
N5 G82 X50 Z-26 I2 K-4 Q1
N6 G0 X120 Z-26
N7 G82 X80 Z-45 K4 Q1
. . .
Parametry
X
Cílový bod obrysu (průměr)
Z
Cílový bod obrysu
I
Přesazení ve směru X (standardně: 0)
K
Maximální přísuv
K<0: s orovnáním obrysu
K>0: bez orovnání obrysu
Q
G-funkce přísuvu (standardně: 0)
0: přísuv s G0 (rychloposuv)
1: přísuv s G1 (posuv)
Programování X, Z: absolutní, přírůstkové nebo
samodržné
Korekce rádiusu břitu se neprovádí.
Bezpečná vzdálenost po každém řezu: 1mm
Přídavek G57
se započte se správným znaménkem (proto nejsou
možné přídavky při vnitřním obrábění)
zůstává účinný po konci cyklu
Přídavek G58 se nezapočte.