Upínadla v simulaci g65, 32 ost atní g-funkce – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 302
302
4.32 Ost
atní G-funkce
Upínadla v simulaci G65
G65 zobrazuje upínadla v grafické simulaci. G65 se musí programovat
samostatně pro každý upínací prvek. G65 H.. bez X, Z upínadlo zruší.
Upínadla jsou popsána v databance a definují se v části programu
UPÍNADLA (H=1..3).
Referenční bod upínadla určuje polohu upínadla v simulační grafice.
Poloha tohoto referenčního bodu závisí na způsobu upnutí (viz
obrázek). Referenční bod upínadla se kótuje ve vztahu k nulovému
bodu obrobku.
CNC PILOT "zrcadlí" upínadla "H=1..3", jsou-li umístěna vpravo od
obrobku.
Poznámky k zobrazení a referenčnímu bodu:
H = 1 – sklíčidlo:
Znázorňuje se jako "otevřené"
Referenční bod X: střed sklíčidla
Referenční bod Z: "pravá hrana" (vzít zřetel na šířku upínacích
čelistí)
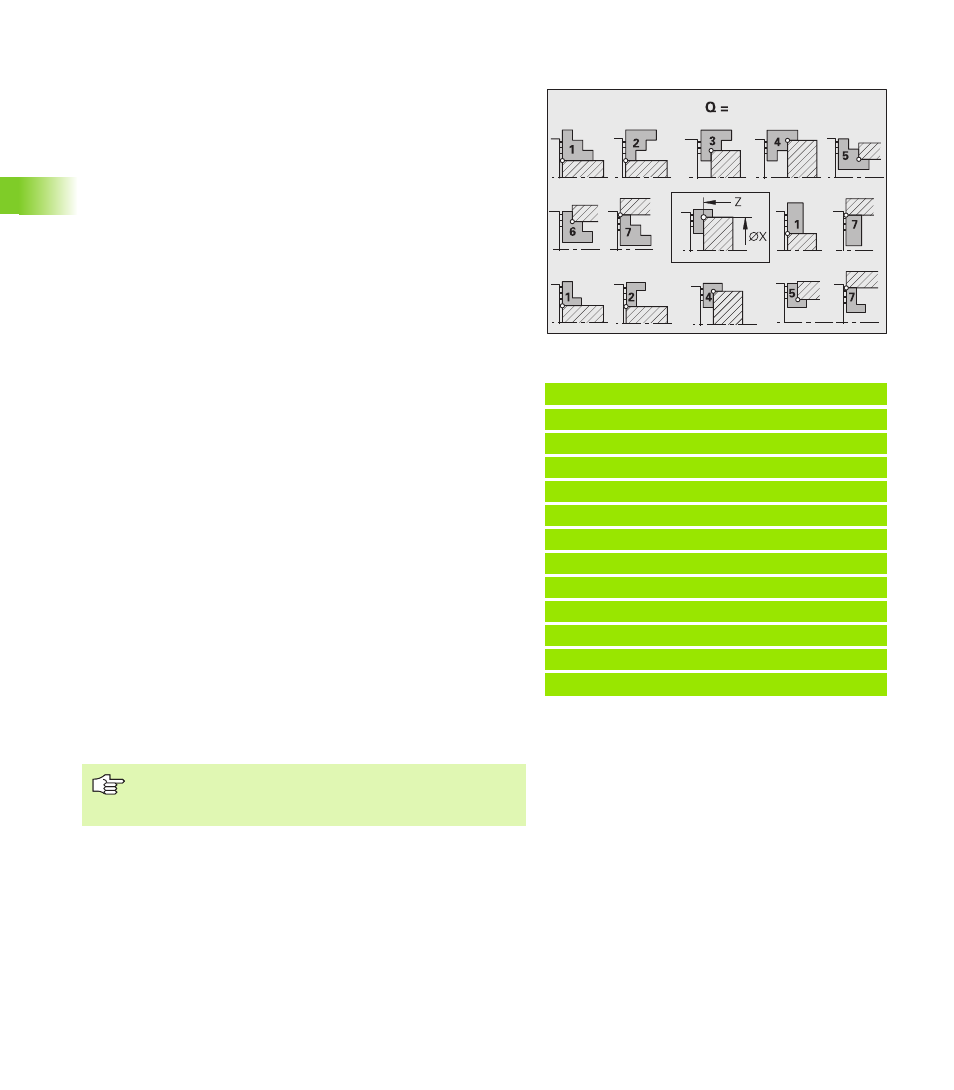
H = 2 – upínací čelist ("Q" definuje referenční bod a vnitřní/vnější
upnutí):
Poloha referenčního bodu: viz "obrázek G65"
Vnitřní upnutí: 1, 5, 6, 7
Vnější upnutí: 2, 3, 4
H = 3 – přídavné upínací zařízení (středicí hrot, upínací hrot, atd.):
Referenční bod v X: střed upínadla
Referenční bod v Z: hrot upínadla
Przykład: G65
. . .
UPINADLO 1
H1 ID“KH110“ [Upínací sklíčidlo]
H2 ID“KBA250-77“ [Upínací čelist]
H4 ID“KSP-601N“ [Upínací hrot]
. . .
POLOTOVAR
N.. G20 X80 Z200 K0
. . .
OBRÁBĚNÍ
$1 N.. G65 H1 X0 Z-234
$1 N.. G65 H2 X80 Z-200 Q4
. . .
Parametry
H
Číslo upínadla (H=1..3; reference na UPÍNADLA)
X
Výchozí bod – referenční bod upínadla (průměr)
Z
Výchozí bod – referenční bod upínadla
D
Číslo vřetena (vztah: úsek programu UPÍNADLA).
Q
Způsob upnutí (jen u čelistí) – (standardně: Q z části
programu UPÍNADLA)
Má-li váš soustruh několik suportů, programujte bloky G65
s „identifikátorem suportu $..“. Jinak se upínadla vykreslí
vícenásobně.