Závit jediným řezem g33, Viz “závit jediným řezem g33” na stranì 243), 22 závitové cykly – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 243
HEIDENHAIN CNC PILOT 4290
243
4.22 Závitové cykly
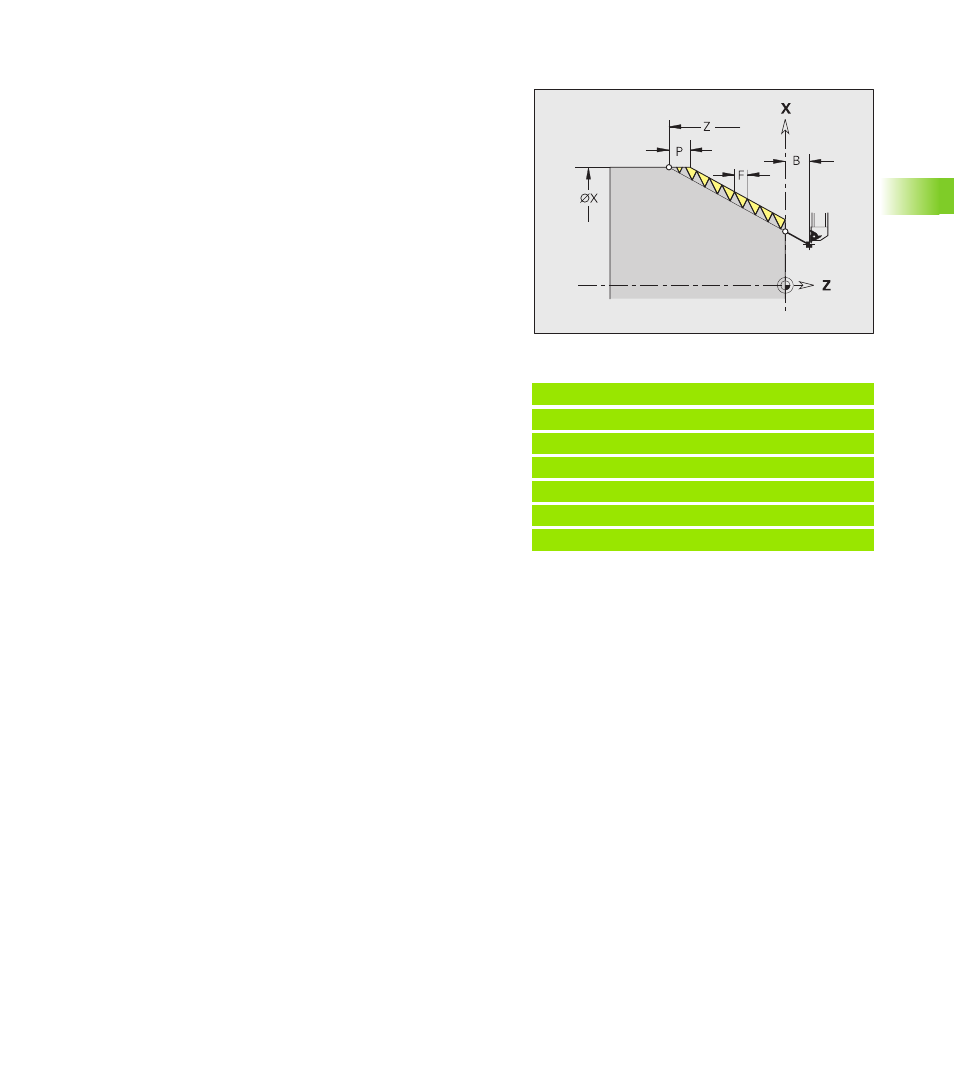
Závit jediným řezem G33
G33 provede pouze jediný řez závitu. Směr závitu je libovolný
(válcový, kuželový nebo čelní závit; vnitřní nebo vnější závit).
Naprogramováním několika bloků G33 za sebou vyrobíte sdružené
(sřetězené) závity.
Nástroj polohujte o „délku rozběhu B“ před závitem, aby se suport
stačil zrychlit na programovanou hodnotu posuvu. A zohledněte „délku
doběhu P“ před „koncovým bodem závitu“, protože suport se musí
zabrzdit.
Przykład: G33
. . .
N1 T5 G97 S1100 G95 F0.5 M3
N2 G0 X101.84 Z5
N3 G33 X120 Z-80 F1.5 [Závit jediným řezem]
N4 G33 X140 Z-122.5 F1.5
N5 G0 X144
. . .
Parametry
X
Koncový bod závitu (průměr)
Z
Koncový bod závitu
F
Posuv na otáčku (stoupání závitu)
B
Délka rozběhu (délka dráhy zrychlení) – standardně: 0
P
Délka doběhu (délka brzdění) – standardně: 0
C
Výchozí úhel (začátek závitu leží definovaně vůči prvkům
obrysu, jež nejsou rotačně symetrické) – (standardně: 0)
Q
Číslo vřetena
H
Vztažný směr stoupání závitu (standardně: 0)
H = 0: posuv v ose Z pro axiální a kuželové závity až do
maximálně +45 °/-45 ° vůči ose Z
H = 1: posuv v ose X pro čelní a kuželové závity až do
maximálně +45 °/-45 ° vůči ose X
H = 3: dráhový posuv
E
Proměnné stoupání (standardně: 0)
E = 0: konstantní stoupání
E > 0: zvětšuje stoupání na otáčku o E
E < 0: zmenšuje stoupání na otáčku o E