Jednoduchý závitový cyklus g32, E (viz, Jednoduchý závitový cyklus g32” na stranì 241 – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 241: 22 závitové cykly
HEIDENHAIN CNC PILOT 4290
241
4.22 Závitové cykly
Jednoduchý závitový cyklus G32
G32 vytvoří jednoduchý závit v libovolném směru a poloze (na
válcové, kuželové nebo čelní ploše ; vnitřní nebo vnější).
Provádění cyklu
1 Vypočte se rozdělení řezů.
2 Odjede se diagonálně rychloposuvem na „interní bod startu“.
Tento bod leží o „délku náběhu B“ před „bodem startu závitu“. Při
„H = 1“ (nebo 2, 3) se vezme při výpočtu „interního bodu startu“
zřetel na aktuální přesazení.
"Interní bod startu" se vypočítá na základě špičky břitu.
3 Zrychlí na rychlost posuvu (dráha "B").
4 Provede se jeden řez závitu.
5 Zabrzdí (dráha "P").
6 Odjede do bezpečné vzdálenosti, vrátí se rychloposuvem zpět a
provede přísuv pro další řez. U vícechodých závitů se každý
chod závitu řeže stejnou hloubkou třísky, než se provede nový
přísuv.
7 Opakuje 3...6 , až je závit dokončen.
8 Provede řezy naprázdno.
9 Odjede zpět na "interní bod startu".
Przykład: G32
. . .
N1 T4 G97 S800 M3
N2 G0 X16 Z4
N3 G32 X16 Z-29 F1.5 U-0.9 I0.2 [Závit]
. . .
Parametry
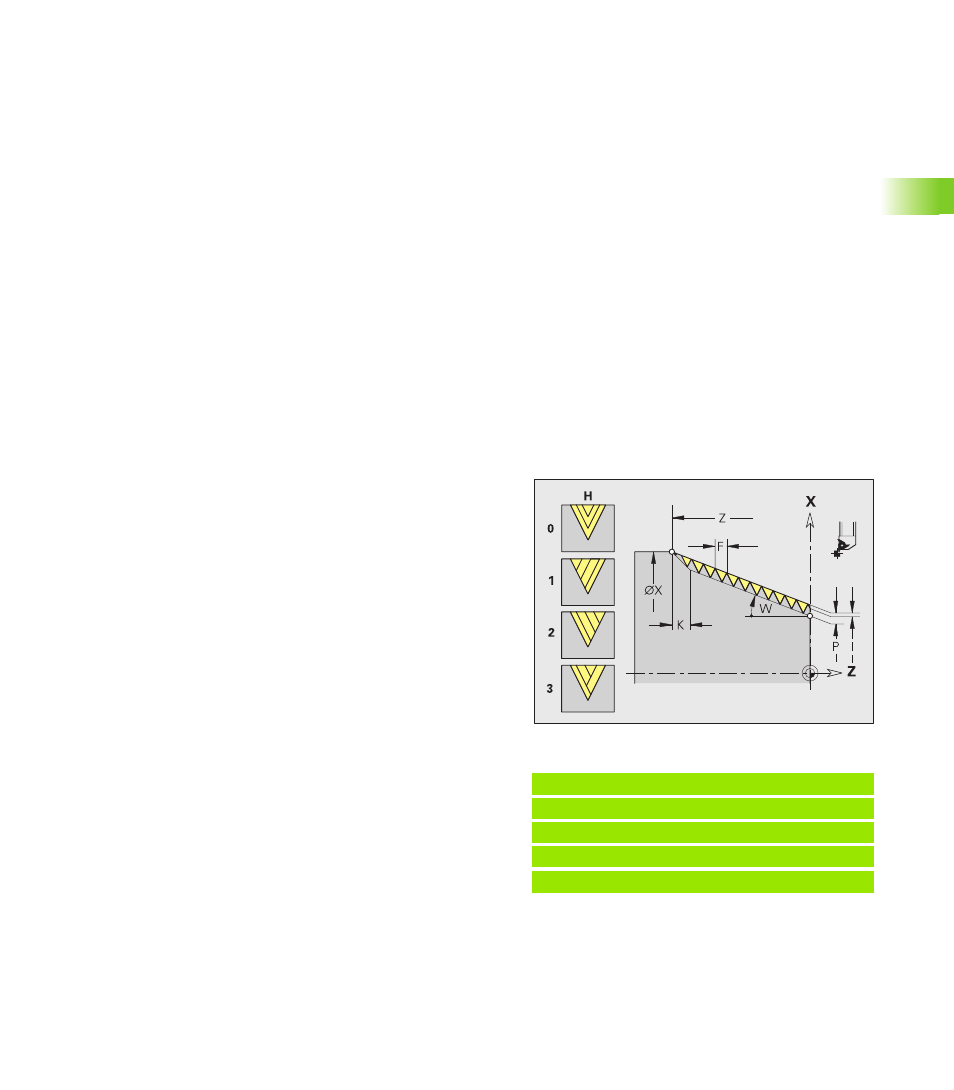
X
Koncový bod závitu (průměr)
Z
Koncový bod závitu
F
Stoupání závitu
P
Hloubka závitu
I
Maximální hloubka řezu
B
Zbývající řezy (standardně: 0)
B = 0: rozdělení “posledního řezu” na polovinový řez,
čtvrtinový a osminový řez.
B = 1: bez rozdělení posledního řezu
Q
Počet chodů naprázdno po posledním řezu (k odstranění
řezného tlaku na dně závitu) – (standardně: 0)
K
Délka doběhu od koncového bodu závitu (standardně: 0)
W
Úhel kužele (-45 ° < W < 45 °) – (standardně: 0)
Poloha kuželového závitu vzhledem k podélné nebo příčné
ose:
W>0: stoupající obrys (ve směru obrábění)
W<0: klesající obrys