28 p ři řazení, synchronizace, p ředání obrobku – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 289
HEIDENHAIN CNC PILOT 4290
289
4.28 P
ři
řazení, synchronizace, p
ředání obrobku
Kontrola upíchnutí monitorováním vlečné
odchylky G917
G917 „monitoruje“ ujetou dráhu. Kontrola slouží k zabránění kolizím při
neúplně provedených upichovacích operacích.
Použití
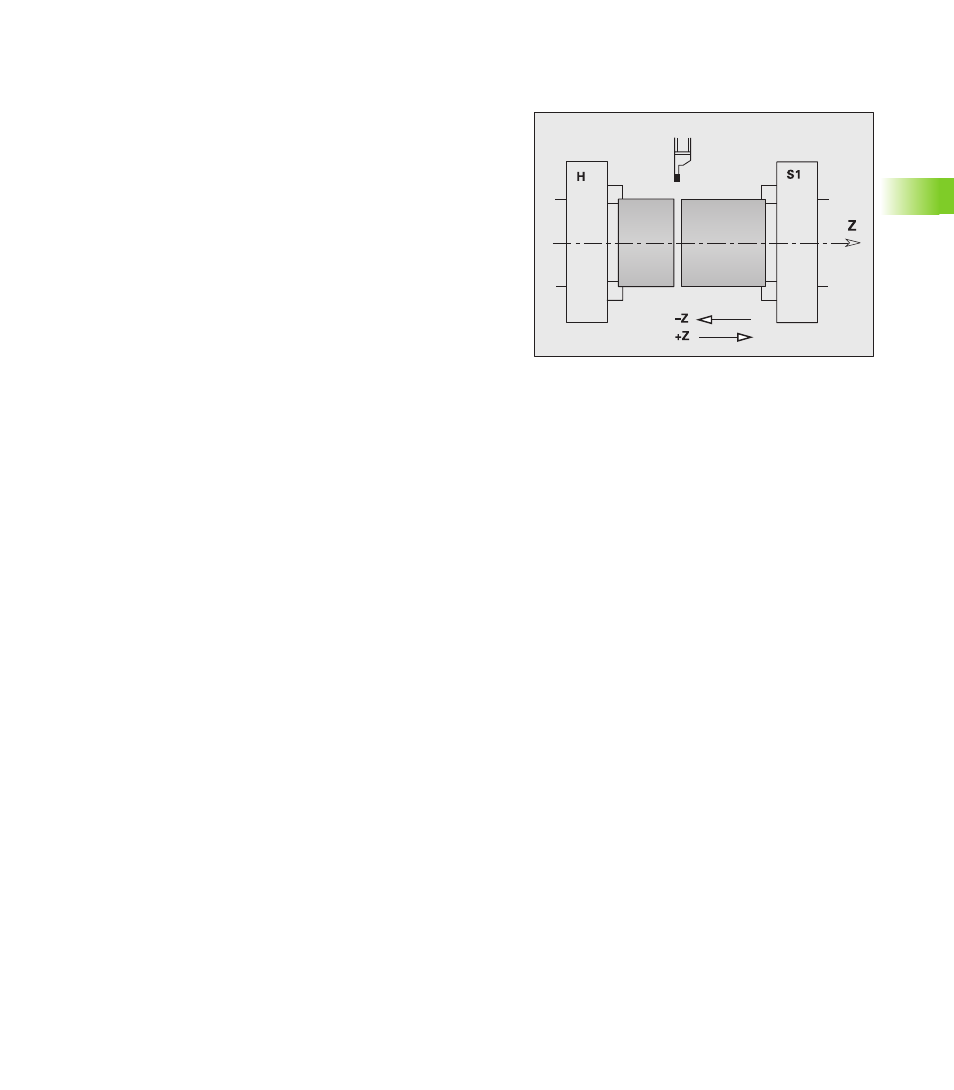
Kontrola upíchnutí: Upíchnutým obrobkem jedete ve směru „+Z“.
Vznikne-li vlečná odchylka, považuje se obrobek za neupíchnutý.
Kontrola na "upíchnutí bez hrotu": Upíchnutým obrobkem jedete
ve směru „-Z“. Vznikne-li vlečná odchylka, považuje se obrobek za
nesprávně upíchnutý.
V MP 1115, 1165 ... definujete:
Mez vlečné odchylky
Posuv "monitorované dráhy pojezdu"
Průběh kontroly upíchnutí:
1 Upíchněte obrobek
2 Funkcí G917 zapněte „Monitorování ujeté dráhy“
3 Funkcí G1 pohybujte upíchnutým obrobkem
4 CNC PILOT kontroluje „vlečnou odchylku“ a zapíše výsledek do
proměnné V300
5 Vyhodnocení proměnné V300
Údaje stanovené na základě zkušenosti
G917 dává uspokojivé výsledky za těchto předpokladů:
u drsných upínacích čelistí až do 3 000 otáček za minutu
u hladkých upínacích čelistí až do 2 000 otáček za minutu
upínací tlak >10 barů