Frézování obrysů – hrubování / dokončování (g840), G840)” na stranì 528) – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 528
528
6.14 Interaktivní generování pracovních postup
ů
(IA
G
)
Frézování obrysů – hrubování / dokončování
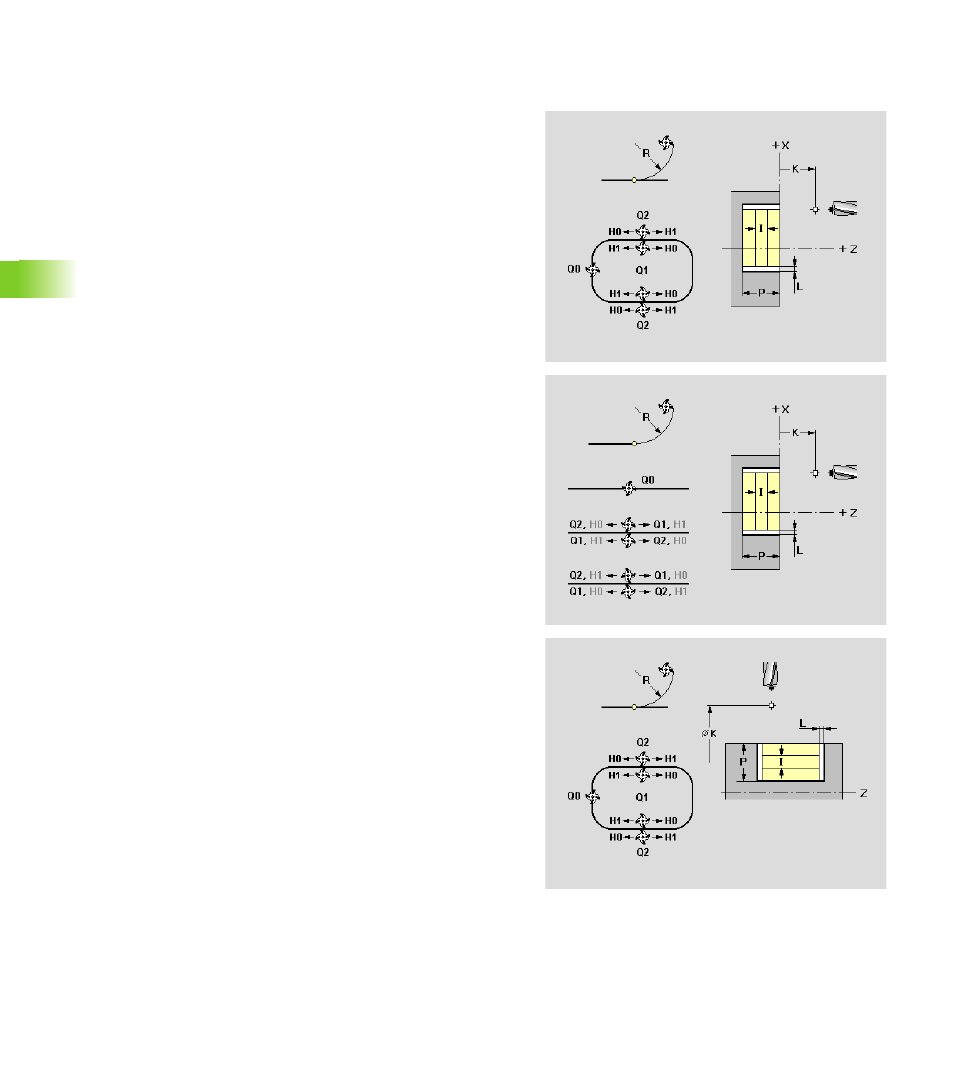
(G840)
IAG generuje pro vybrané otevřené nebo uzavřené obrysy cyklus
G840 s následujícími parametry.
Parametry
K
Rovina návratu (standardně: zpět do výchozí pozice)
Čelní/zadní strana: pozice ve směru Z
Plocha pláště: pozice ve směru X (rozměr průměru)
Q
Místo frézování
Q = 0: střed frézy je na obrysu
u uzavřeného obrysu:
Q = 1: vnitřní frézování
Q = 2: vnější frézování
u otevřeného obrysu:
Q = 1: vlevo od obrysu (reference: směr obrábění)
Q = 2: vpravo od obrysu (reference: směr obrábění)
H
Způsob frézování
H = 0: nesousledně
H = 1: sousledně
R
Najížděcí rádius
R = 0: na prvek obrysu se najíždí přímo
R>0: najížděcí/odjížděcí rádius, který se napojuje na
obrysový prvek tangenciálně.
R<0 u vnitřních rohů: najížděcí/odjížděcí rádius, který se
napojuje na obrysový prvek tangenciálně.
R<0 u vnějších rohů: na prvek obrysu se najede/z něho
odjede tangenciálně
P
Hloubka frézování (přepíše „hloubku“ určenou v definici obrysu)
I
Maximální přísuv (standardně: frézování jediným přísuvem)