Rytí na ploše pláště g802, 27 frézovací cykly – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 278
278
4.27 Frézovací cykly
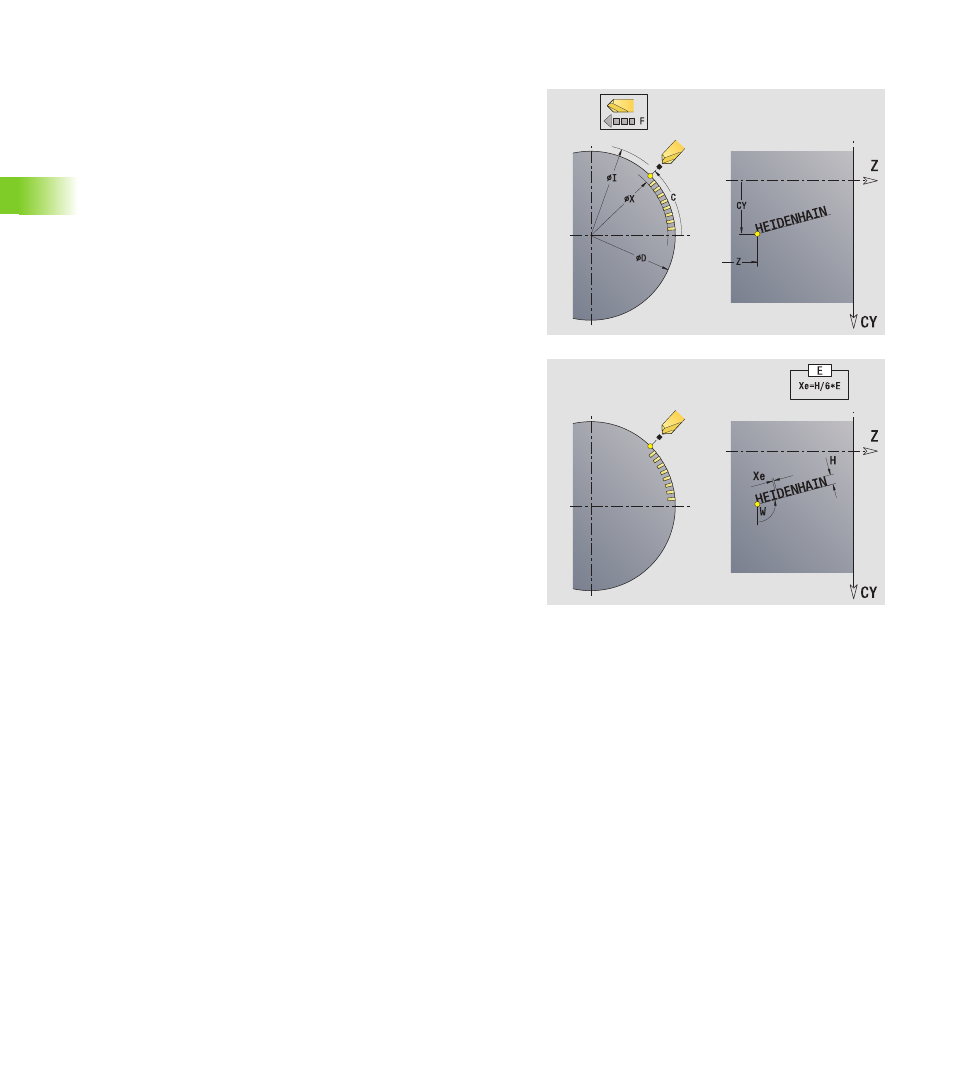
Rytí na ploše pláště G802
G802 ryje řetězce znaků v lineárním uspořádání na ploše pláště. Rytý
text zadáváte jako řetězec znaků do políčka „ID“.
Přehlásky a zvláštní znaky, které nelze zadat do Editoru DIN, definujte
jednotlivě do „NS“. Je-li definován v „ID“ text a v „NS“ znak, tak se
nejdříve vyryje text a poté znak.
G802 ryje z výchozí pozice, popř. z aktuální pozice pokud nezadáte
výchozí pozici.
Příklad: Pokud se ryje nápisový vzor s několikanásobným vyvoláním,
tak zadejte při prvním vyvolání výchozí pozici. Další vyvolání
naprogramujte bez výchozí pozice.
Tabulka znaků: viz “Tabulka znaků pro rytí” na stranì 279
Parametry
ID
Text. Text k vyrytí ()
NS
Číslo znaku. Kód ASCII rytého znaku.
Z
Bod startu
C
Úhel startu
CY
Úhel startu jako "přímkový rozměr" (vztah: rozvinutí pláště na
"referenčním průměru").
X
Průměr frézování. Pozice X, na kterou se přisouvá při
frézování.
I
Průměr zpětného návratu. Pozice X, na kterou se odjíždí k
polohování.
H
Výška písma. Výška znaků v [mm].
W
Úhel sklonu znaků. Příklady:
0°: od –CY do +CY
90 °: od –Z do +Z
E
Koeficient rozestupu (standardně: Vzdálenost mezi znaky se
počítá podle následujícího vzorce: H / 6 * E
D
Vztažný průměr pro výpočet přímkového rozměru CY.
F
Od verze softwaru 625 952-05:
Koeficient posuvu přísuvu (posuv = aktuální posuv * F)