Podél obrysu s neutrálním nástrojem g835, 20 obrysové cykly soustružení – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 219
HEIDENHAIN CNC PILOT 4290
219
4.20 Obrysové cykly soustružení
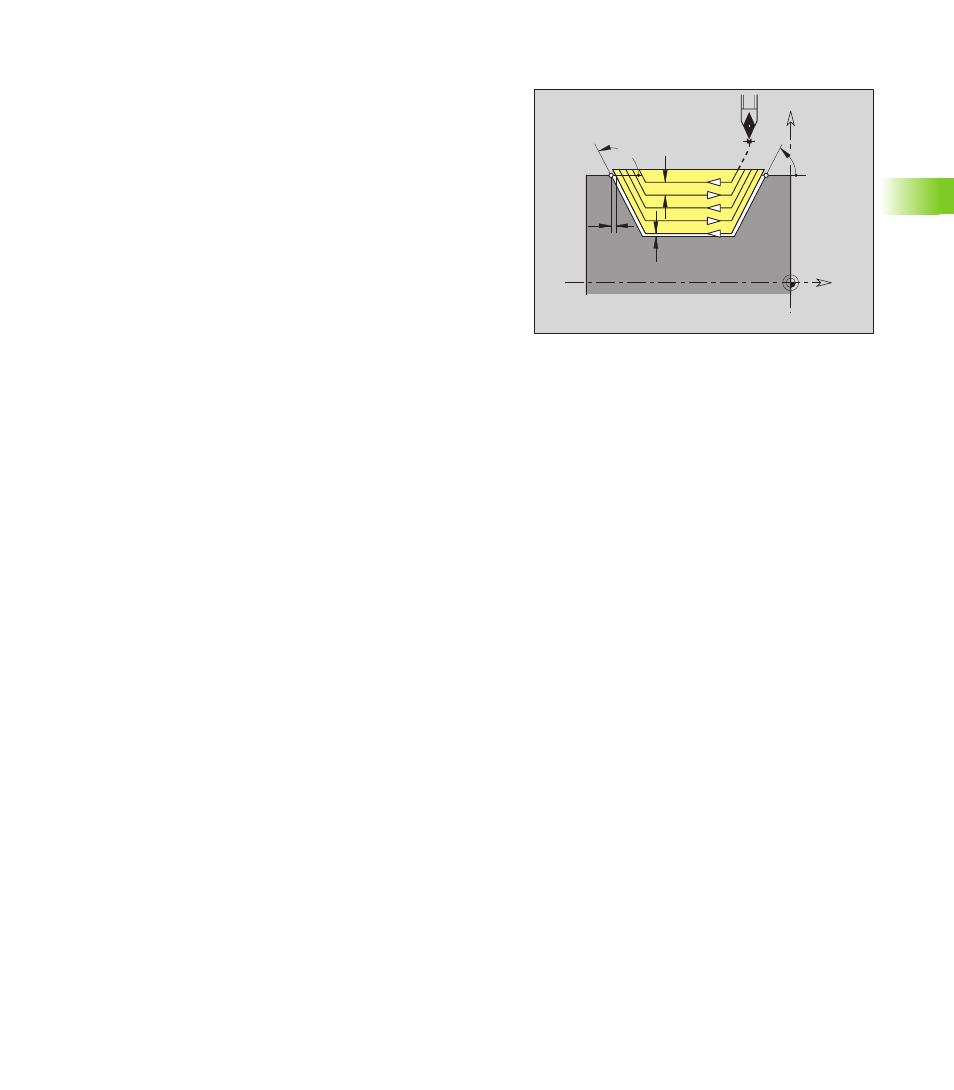
Podél obrysu s neutrálním nástrojem G835
G835 obrobí rovnoběžně s obrysem a obousměrně část obrysu
popsanou pomocí „NS, NE“. Podle potřeby se obráběná plocha rozdělí
do několika úseků (příklad: v prohlubních obrysu).
X
Z
K
P
W
A
I
Ø
Parametry
NS
Číslo počátečního bloku (začátek části obrysu)
NE
Číslo koncového bloku (konec části obrysu)
Není-li NE programováno: Obrysový prvek NS se obrobí ve
směru definice obrysu.
Je-li naprogramováno NS=NE: Obrysový prvek NS se
obrobí proti směru definice obrysu.
P
Maximální přísuv
I
Přídavek ve směru X (průměr) – (standardně: 0)
K
Přídavek ve směru Z (standardně: 0)
X
Omezení řezu ve směru X (průměr) – (standardně: řez bez
omezení)
Z
Omezení řezu ve směru Z (standardně: řez bez omezení)
A
Úhel najetí (reference: osa Z) – (standardně: 0 °/180 °;
rovnoběžně s osou Z)
W
Úhel odjetí (reference: osa Z) – (standardně: 90 °/270 °; kolmo
k ose Z)
Q
Způsob odjetí na konci cyklu (standardně: 0)
Q = 0: zpět do výchozího bodu (nejprve směr X, pak směr Z)
Q = 1: napolohování před hotový obrys
Q = 2: odjetí do bezpečné vzdálenosti a zastavení.
V
Vyznačení začátku/konce (standardně: 0)
Zkosení/zaoblení se provede:
V = 0: na začátku a na konci
V = 1: na začátku
V = 2: na konci
V = 3: neprovede se
V = 4: obrobí se zkosení / zaoblení – nikoli základní prvek
(předpoklad: úsek obrysu s jediným prvkem)