5 – dokončení, 6 parametry obráb ění – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 594
594
7.6 Parametry obráb
ění
5 – Dokončení
Dokončování – standardy nástrojů
TURN PLUS vybírá nástroje v závislosti na místu obrábění a hlavním
směru obrábění (HBR) podle úhlu nastavení a úhlu špičky nože.
Navíc platí:
Přednostně se používají standardní dokončovací nástroje.
Nemůže-li standardní dokončovací nástroj obrobit tvarové prvky
soustružených vybrání (tvar FD) a odlehčovacích zápichů (tvary E,
F, G), pak se tyto tvarové prvky postupně potlačí (odmaskují). TURN
PLUS se iterativně pokusí „zbývající obrys“ obrobit. Potlačené
tvarové prvky se pak obrobí jednotlivě vhodným nástrojem.
Koeficient redukce hloubky řezu [SRF]
Při hrubování nástroji, které se nepoužívají v hlavním směru
obrábění, se zredukuje přísuv (hloubka řezu).
Přísuv (P) pro hrubovací cykly (G810, G820):
P = ZT * SRF
(ZT: přísuv z databanky technologie)
Obráběcí cykly
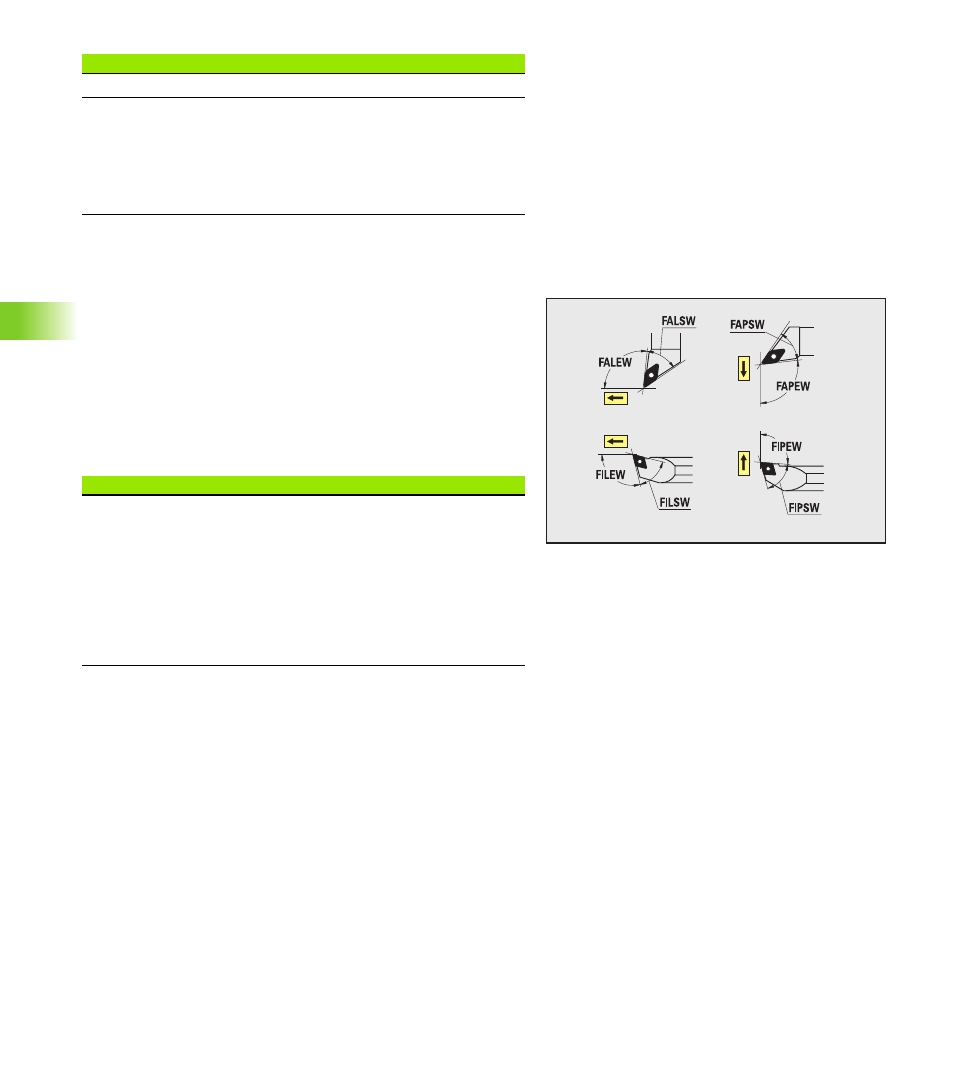
Nástrojové standardy
Úhel nastavení – zvenčí / axiálně [FALEW]
Úhel špičky – zvenčí / axiálně [FALSW]
Úhel nastavení – zvenčí / radiálně [FAPEW]
Úhel špičky – zvenčí / radiálně [FAPSW]
Úhel nastavení – vnitřní / axiálně [FILEW]
Úhel špičky – vnitřní / axiálně [FILSW]
Úhel nastavení – vnitřní / radiálně [FIPEW]
Úhel špičky – vnitřní / radiálně [FIPSW]