Hrubování podél obrysu g830, 20 obrysové cykly soustružení – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 217
HEIDENHAIN CNC PILOT 4290
217
4.20 Obrysové cykly soustružení
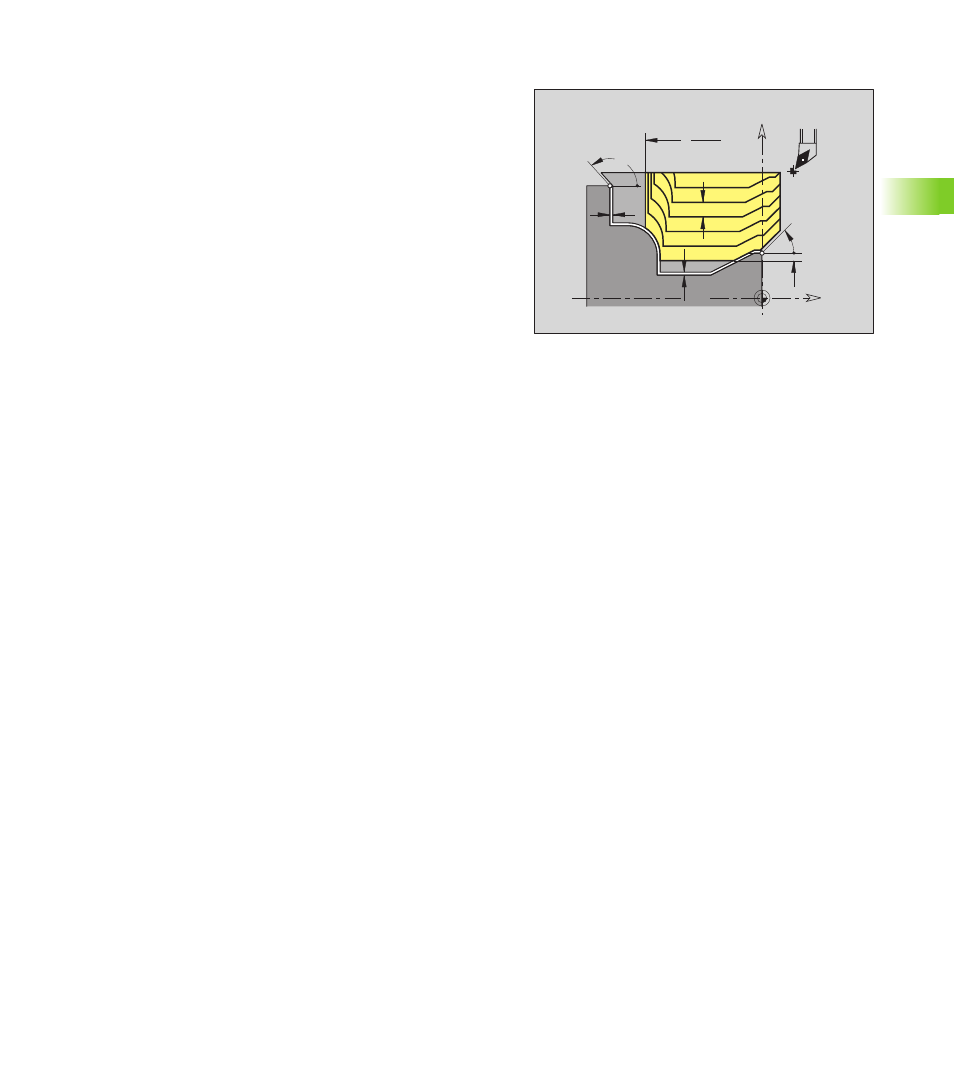
Hrubování podél obrysu G830
G830 obrobí úsek obrysu popsaný pomocí „NS, NE“ rovnoběžně s
obrysem od „NS do NE“. Podle potřeby se obráběná plocha rozdělí do
několika úseků (příklad: v prohlubních obrysu).
W
A
K
P
Z
X
Z
I
Ø
X
Ø
Parametry
NS
Číslo počátečního bloku (začátek části obrysu)
NE
Číslo koncového bloku (konec části obrysu)
Není-li NE programováno: Obrysový prvek NS se obrobí ve
směru definice obrysu.
Je-li naprogramováno NS=NE: Obrysový prvek NS se
obrobí proti směru definice obrysu.
P
Maximální přísuv
I
Přídavek ve směru X (průměr) – (standardně: 0)
K
Přídavek ve směru Z (standardně: 0)
X
Omezení řezu ve směru X (průměr) – (standardně: řez bez
omezení)
Z
Omezení řezu ve směru Z (standardně: řez bez omezení)
A
Úhel najetí (reference: osa Z) – (standardně: 0 °/180 °;
rovnoběžně s osou Z)
W
Úhel odjetí (reference: osa Z) – (standardně: 90 °/270 °; kolmo
k ose Z)
Q
Způsob odjetí na konci cyklu (standardně: 0)
Q = 0: zpět do výchozího bodu (nejprve směr X, pak směr Z)
Q = 1: napolohování před hotový obrys
Q = 2: odjetí do bezpečné vzdálenosti a zastavení.
V
Vyznačení začátku/konce (standardně: 0)
Zkosení/zaoblení se provede:
V = 0: na začátku a na konci
V = 1: na začátku
V = 2: na konci
V = 3: neprovede se
V = 4: obrobí se zkosení / zaoblení – nikoli základní prvek
(předpoklad: úsek obrysu s jediným prvkem)