Specifikace cyklu – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 499
HEIDENHAIN CNC PILOT 4290
499
6.14 Interaktivní generování pracovních postup
ů
(IA
G
)
Specifikace cyklu
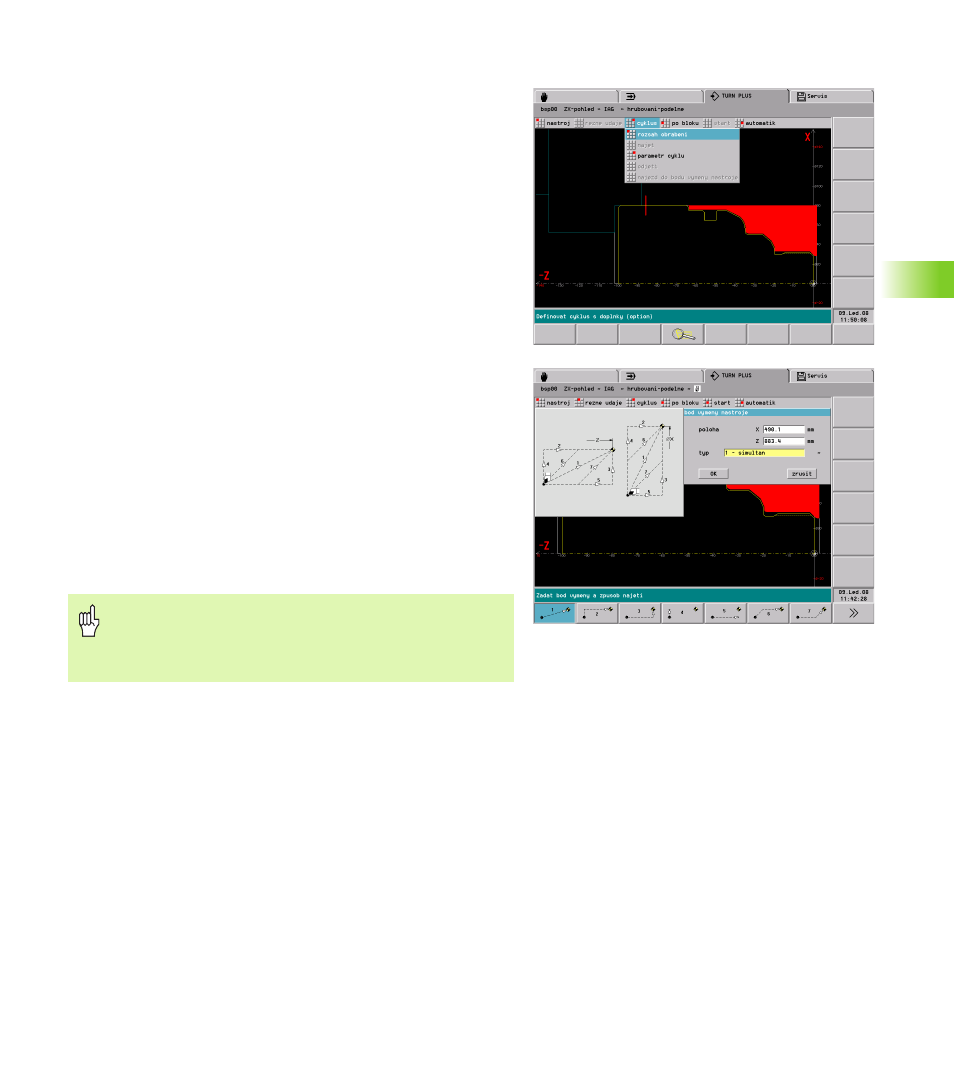
V další úrovni nabídky „Cyklus“ definujte parametry cyklu a strategie
najíždění a odjíždění:
Oblast obrábění: Definujte obráběnou oblasti a směr obrábění
pomocí výběru oblasti.
Výběr softtlačítky: pořadí výběru určuje směr obrábění.
Výběr dotykovou ploškou – levým tlačítkem myši: směr obrábění
ve směru vytvoření obrysu.
Výběr dotykovou ploškou – pravým tlačítkem myši: směr obrábění
proti směru vytvoření obrysu.
Najetí: Nástroj jede rychloposuvem z aktuální polohy do polohy
najetí – před vyvoláním cyklu. Vrtací a závitové cykly „najetí“
neobsahují. Nastavte nástroj pomocí „najetí“ do vhodné polohy.
Parametry cyklu: TURN PLUS navrhuje parametry cyklu.
Parametry zkontrolujte / optimalizujte.
Odjetí nástrojem: Nástroj odjede po skončení cyklu rychloposuvem
do polohy odjetí.
Nájezd do bodu výměny nástroje: Nástroj jede po skončení cyklu,
resp. po „odjetí“ rychloposuvem do bodu výměny. Která pozice se
bude najíždět a způsob najetí stanovíte ve „Způsobu najetí do bodu
výměny nástroje [WP]“ (parametr obrábění 2):
WP=1: pozice uvedená v dialogovém okně „Bod výměny nástroje“
se bude najíždět s G0. TURN PLUS zapíše pozici výměny
nástroje jako návrh.
WP=2: TURN PLUS generuje G14. Pozice uvedená v dialogovém
okně „Bod výměny nástroje“ nemá význam.
WP=3: TURN PLUS vypočítá polohu výměnu na základě nástrojů
v revolverové hlavě.
Pozor – nebezpečí kolize
Při generování pracovního bloku nejsou často ještě známé
všechny nástroje, proto byste neměli nastavení „WP=3“
(obráběcí parametr 2) IAG používat.