Obrábění obrysu načisto g890, 20 obrysové cykly soustružení – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 227
HEIDENHAIN CNC PILOT 4290
227
4.20 Obrysové cykly soustružení
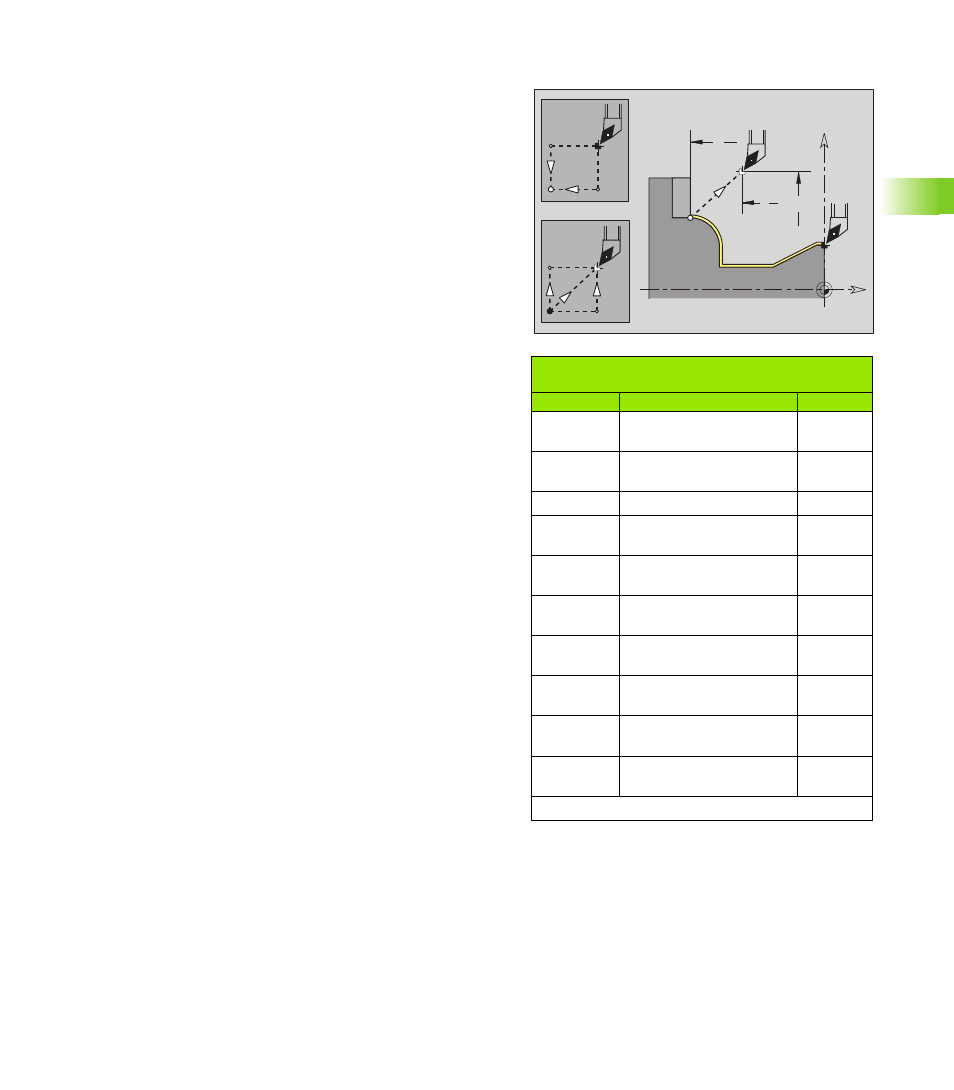
Obrábění obrysu načisto G890
G890 obrobí jedním řezem načisto část obrysu popsanou pomocí „NS,
NE“ včetně zkosení / zaoblení. Obrábění probíhá z „NS do NE“.
Maskovací kódy pro zápichy a odlehčovací
zápichy
Vyvolání G Funkce
D-kód
G22
Zápich pro těsnicí
kroužek
512
G22
Zápich pro pojistný
kroužek
1 024
G23 H0
Všeobecný zápich
256
G23 H1
Volně soustružené
vybrání
2 048
G23 H4
Odlehčovací zápich
tvaru U
32 768
G23 H5
Odlehčovací zápich
(výběh) tvar E
65 536
G23 H6
Odlehčovací zápich
(výběh) tvar F
131 072
G23 H7
Odlehčovací zápich
(výběh) tvar G
262 744
G23 H8
Odlehčovací zápich
tvaru H
524 288
G23 H9
Odlehčovací zápich
tvaru K
1 048 576
K potlačení více prvků kódy sčítejte:
K
1
2
H=
2
0
Q = 3
Z
Q=
1
X
Z
I
Ø
Parametry
NS
Číslo počátečního bloku (začátek části obrysu)
NE
Číslo koncového bloku (konec části obrysu)
Není-li NE programováno: Obrysový prvek NS se obrobí ve
směru definice obrysu.
Je-li naprogramováno NS=NE: Obrysový prvek NS se
obrobí proti směru definice obrysu.
E
Chování při zanořování
E = 0: klesající obrysy se neobrobí
E > 0: posuv zanořování
bez zadání: klesající obrysy obrobit programovaným
posuvem
V
Vyznačení začátku / konce (standardně: 0)
Zkosení / zaoblení se provede:
V = 0: na začátku a na konci
V = 1: na začátku
V = 2: na konci
V = 3: neprovede se
V = 4: obrobí se zkosení/zaoblení, nikoli základní prvek
(předpoklad: úsek obrysu s jediným prvkem)
Q
Způsob najetí (standardně: 0)
Q = 0: automatická volba – CNC PILOT zkouší:
diagonální najetí
nejprve směr X, pak směr Z
ekvidistantně kolem překážky
vynechání prvních obrysových prvků, je-li poloha startu
nedostupná
Q = 1: nejprve směr X, pak směr Z
Q = 2: nejprve směr Z, pak X
Q = 3: nenajíždí se – nástroj je v blízkosti výchozího bodu
Q = 4: vyhlazení zbytku