12 polohování nástroje, Rychloposuv g0, Bod výměny nástroje g14 – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 187: Rychloposuv g0 bod výměny nástroje g14
Advertising
HEIDENHAIN CNC PILOT 4290
187
4.12 Polohování nástroje
4.12 Polohování nástroje
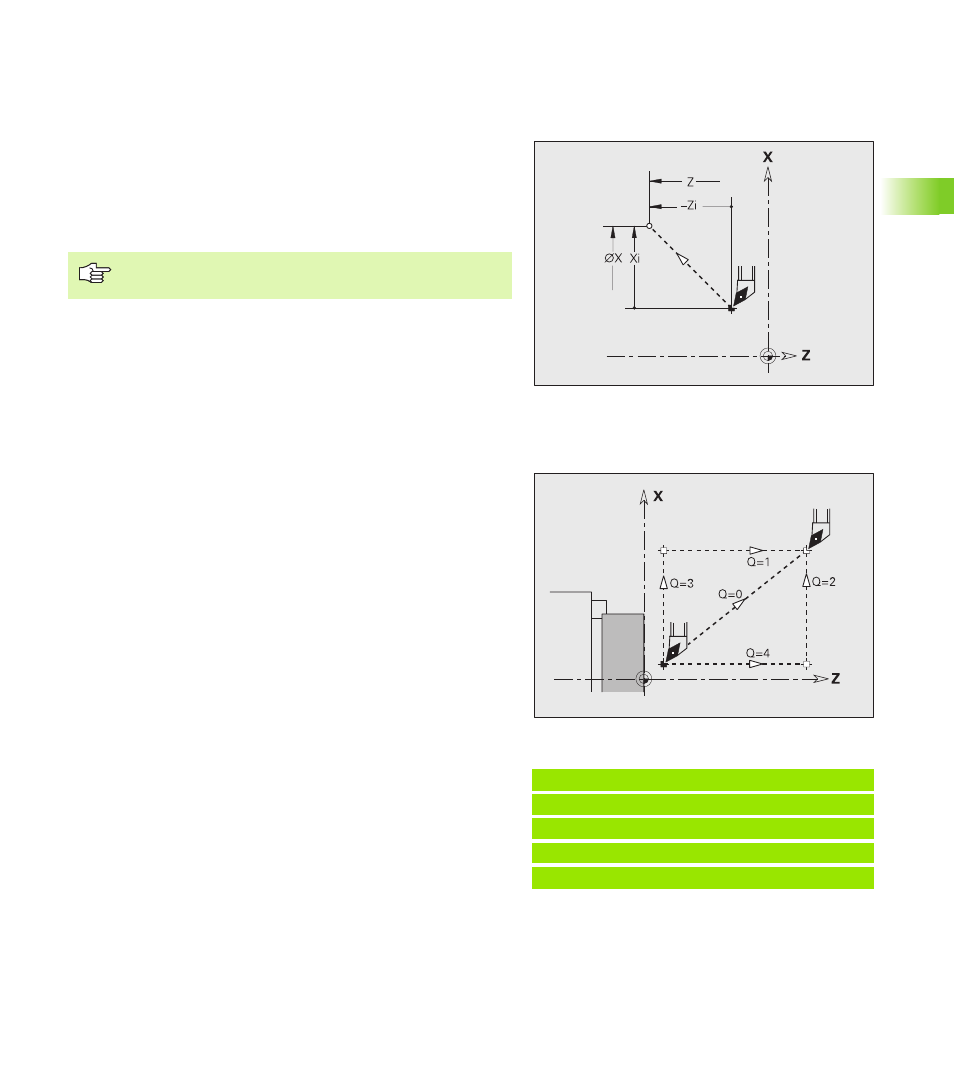
Rychloposuv G0
G0 jede rychloposuvem nejkratší cestou do „cílového bodu“.
Bod výměny nástroje G14
G14 jede rychloposuvem do bodu výměny nástroje. Souřadnice bodu
výměny definujete v provozním režimu seřizování.
Parametry
X
Cílový bod (průměr)
Z
Cílový bod
Programování X, Z: absolutní, přírůstkové nebo
samodržné
Przykład: G14
. . .
N1 G14 Q0 [Najetí do bodu výměny nástroje]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X0 Z2
. . .
Parametry
Q
Pořadí, určuje průběh pojezdů (standardně: 0)
Q = 0: dráha po diagonále
Q = 1: nejprve směr X, pak směr Z
Q = 2: nejprve směr Z, pak X
Q = 3: pouze směr X; Z zůstává nezměněno
Q = 4: pouze směr Z; X zůstává nezměněno
Advertising