Kruhový pohyb g12/g13, 13 jednoduché p římkové a kruhové pohyby – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 191
HEIDENHAIN CNC PILOT 4290
191
4.13 Jednoduché p
římkové a kruhové pohyby
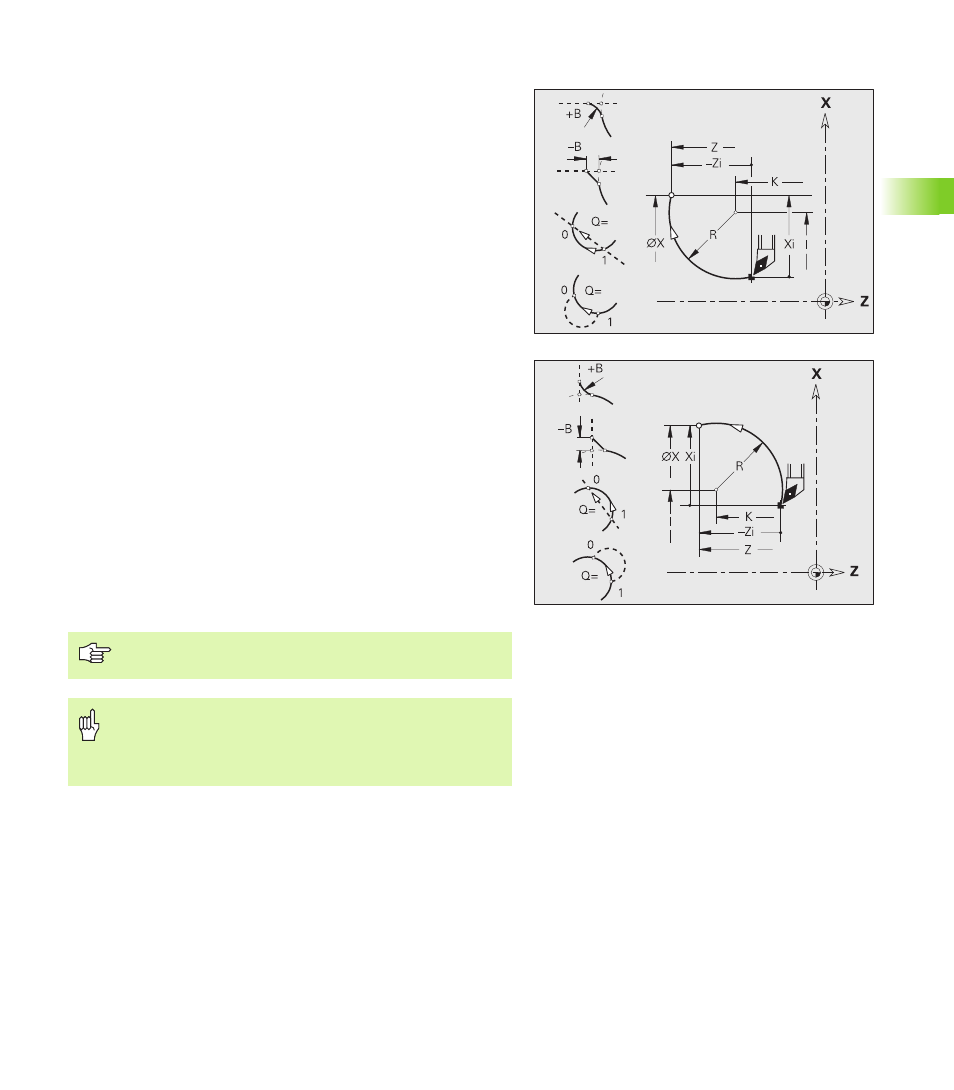
Kruhový pohyb G12/G13
G12 / G13 pojíždí po kruhu posuvem do „Koncového bodu“. Kótování
středu se provádí absolutně. Směr otáčení (viz pomocný obrázek):
G12: ve smyslu hodinových ručiček
G13: proti smyslu hodinových ručiček
Parametry
X
Koncový bod (průměr)
Z
Koncový bod
R
Rádius (0 < R <= 200 000 mm)
I
Střed absolutně (poloměr)
K
Střed absolutně
Q
Průsečík. Koncový bod, pokud oblouk protíná přímku nebo
oblouk kružnice (standardně: 0):
Q = 0: bližší průsečík
Q = 1: vzdálenější průsečík
B
Zkosení / zaoblení. Definuje přechod k dalšímu obrysovému
prvku. Zadáváte-li zkosení / zaoblení, programujte teoretický
koncový bod.
Bez zadání: Tangenciální přechod
B = 0: Netangenciální přechod
B>0: Rádius zaoblení
B<0: Šířka zkosení
E
Koeficient speciálního posuvu pro zkosení/zaoblení
(standardně: 1)
Speciální posuv = aktivní posuv * E (0 < E <= 1)
Programování X, Z: absolutní, přírůstkové, samodržné
nebo „?“
Pozor nebezpečí kolize!
Pokud se parametry adresy vypočítávají s „V-
proměnnými“, probíhá pouze omezená kontrola. Zajistěte,
aby hodnoty proměnných dávaly kruhový oblouk.