Dokončovací frézování kapes g846, 27 frézovací cykly – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 274
274
4.27 Frézovací cykly
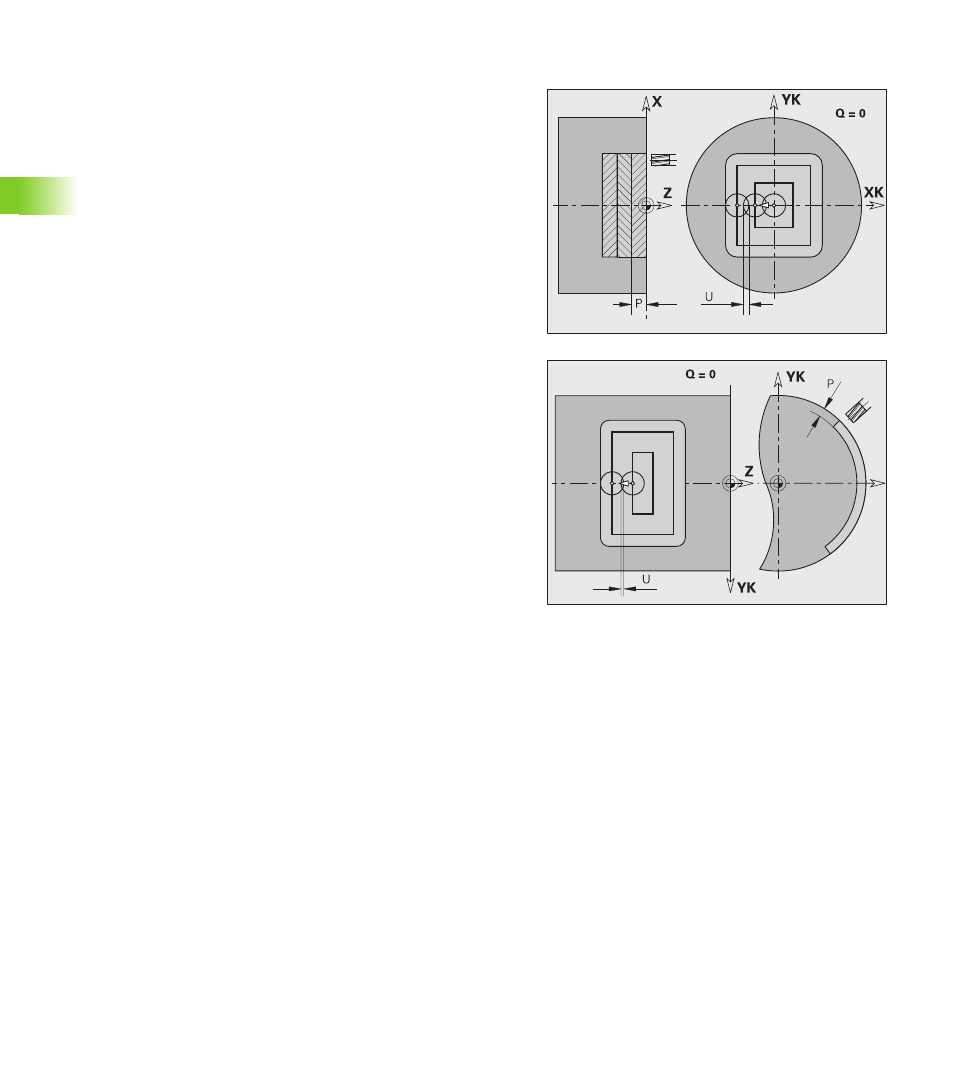
Dokončovací frézování kapes G846
Směr frézování ovlivníte „způsobem frézování H“, „směrem obrábění
Q“ a směrem otáčení frézy (viz následující tabulku).
Parametry – dokončování
NS
Číslo bloku – reference k popisu obrysu
P
(Maximální) Hloubka frézování (přísuv v rovině obrábění)
R
Rádius oblouku najíždění / odjíždění (standardně: 0)
R = 0: prvek obrysu se najede přímo. Přísuv se provede do
bodu najetí nad rovinou frézování, pak proběhne kolmý
přísuv do hloubky.
R>0: fréza najíždí/odjíždí obloukem, který se napojuje na
obrysový prvek tangenciálně.
U
(Minimální) Koeficient překrytí. Určuje překrývání jednotlivých
drah frézování (standardně: 0,5).
Překrývání = U*průměr frézy
H
Způsob frézování (standardně: 0)
H = 0: nesousledně
H = 1: sousledně
F
Posuv přísuvu do hloubky (standardně: aktivní posuv).
E
Redukovaný posuv pro kruhové prvky (standardně: aktuální
posuv)
J
Rovina návratu (standardně: zpět do výchozí pozice)
Čelní nebo zadní strana: poloha návratu ve směru Z
Plocha pláště: poloha návratu ve směru X (průměr)
Q
Směr obrábění (standardně: 0)
Q = 0: směrem ven
Q = 1: směrem dovnitř
O
Způsob zanořování (standardně: 0)
O=0 – kolmé zanoření: Cyklus jede do výchozího bodu,
zanoří a pak obrobí kapsu načisto.
Q=1 – nájezdový oblouk s přísuvem do hloubky: V horních
úrovních frézování přisouvá cyklus v rovině a pak najíždí po
najížděcím oblouku. U nejnižší úrovně frézování se fréza
zanořuje při jízdě po najížděcím oblouku až do hloubky
frézování (trojrozměrný vjezdový oblouk). Tuto strategii
zanořování můžete používat pouze v kombinaci s
najížděcím obloukem „R“. Předpokladem je obrábění
směrem dovnitř (Q=1)