Najetí na pevný doraz g916, 28 p ři řazení, synchronizace, p ředání obrobku – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 286
286
4.28 P
ři
řazení, synchronizace, p
ředání obrobku
Zápis úhlového přesazení při synchronizaci
vřeten G906
G906 zapíše úhlové přesazení mezi řídicím a podřízeným vřetenem
do proměnné V921.
Programování:
G906 programujte pouze při aktivní úhlové synchronizaci – obě
sklíčidla musejí být zavřená.
G906 programujte v samostatném NC-bloku.
Před zpracováním V921 naprogramujte G909 (stop překladače).
G906 vygeneruje "stop překladače".
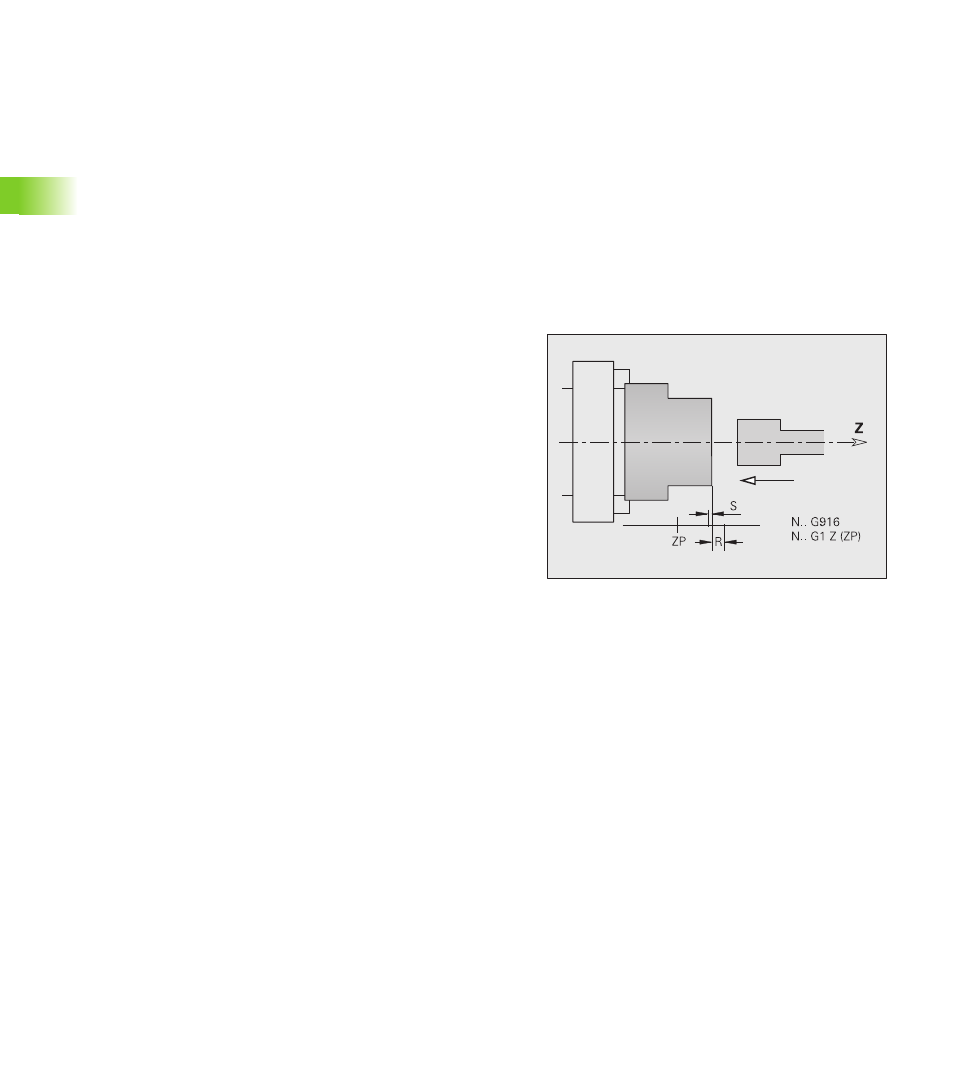
Najetí na pevný doraz G916
G916 zapíná „Monitorování dráhy pojezdu“. Potom jedete pomocí G1
na „pevný doraz“. G916 používáte pro:
Najetí na pevný doraz (příklad: převzetí částečně opracovaného
obrobku druhým, pojízdným vřetenem, není-li poloha obrobku
přesně známa).
Přitlačení koníku na obrobek (funkce koníka)
CNC PILOT zastaví suport a uloží „pozici dorazu“. G916 vygeneruje
„stop překladače“.
Najetí na pevný doraz (G916 bez parametrů). CNC PILOT
jede až na pevný doraz a zastaví, jakmile se dosáhne „vlečné
odchylky“. Zbývající dráha pojezdu se zruší.
uloží "polohu dorazu" do proměnných V901..V918.
jede zpátky o vlečnou odchylku + dráhu reverzace (MP 1112,
1162, ..).
V MP 1112, 1162 ... definujete:
Mez vlečné odchylky
Dráhu reverzace
Parametry
H
Přítlačná síla v dekanewtonech (1dN = 10 N)
D
Režim:
D = 1: aktivovat funkci koníku
D = 2: dezaktivovat funkci koníku
Od verze softwaru 625 952-04:
D=3: při dosažení koncové pozice bez chyby s
přerušením
R
Dráhu reverzace