Programován dráhy n ástroje – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 102
Advertising
76
4 Programován : Základy, správa souborů, pomoc při programován , správa pale t
4
.6
V
y
tv
oøe
ní
a
z
a
dá
ní
pr
o
g
ra
m
ù
Programován dráhy nástroje
K naprogramován bloku zvolte n a znakové klávesnici fun kčn tlač tko
DIN/ISO. Pro z skán př slušných G kódů můžete u T NC 410 použ vat
také šedivá tlač tka dráhových fun kc .
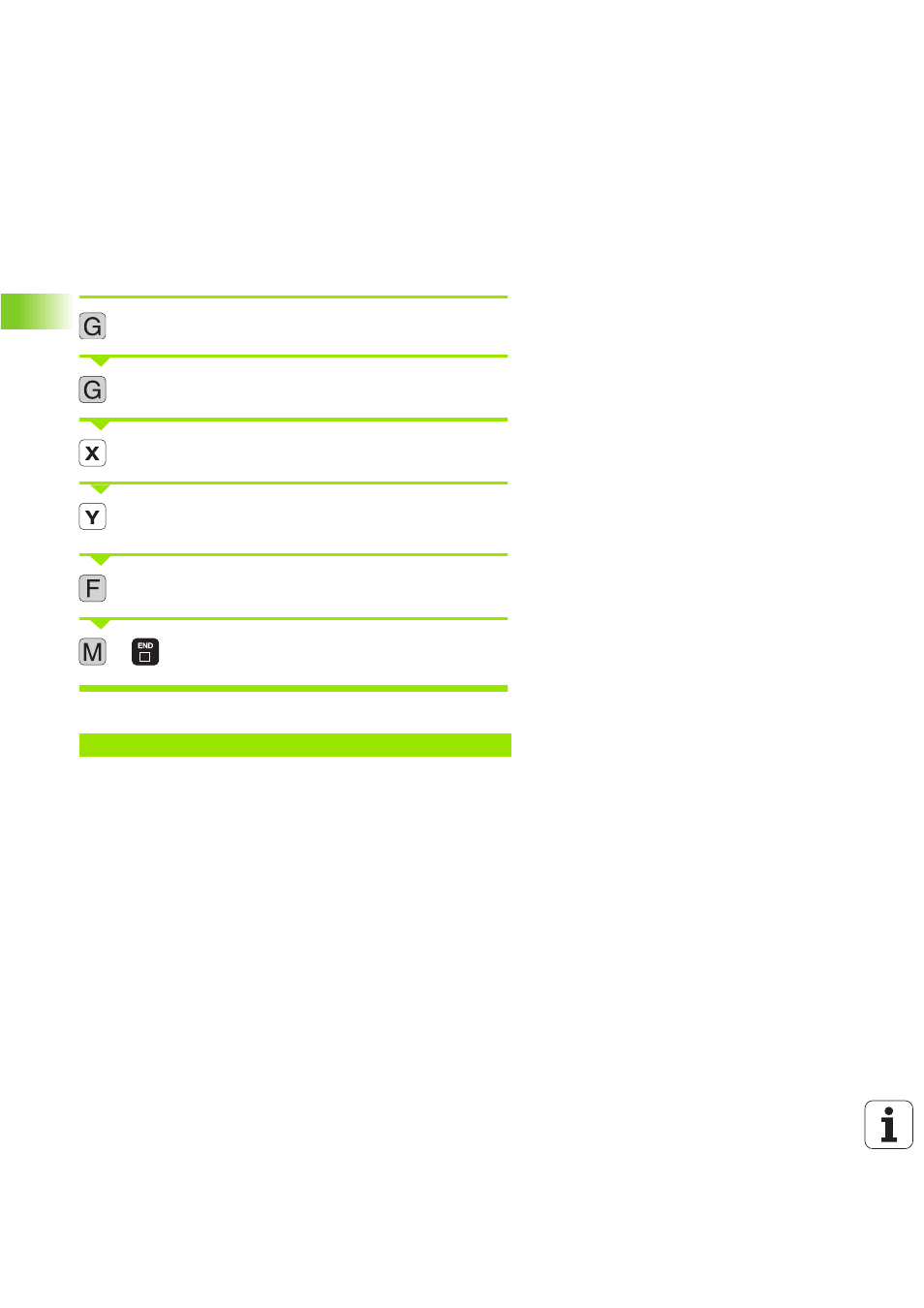
Př klad pro zahájen polohovac ho bloku
Otevřen bloku
Poj ždět bez korektury rádiu su nástroj e
Zadejte c lovou souřadnici pro osu X
Zadejte c lovou souřadnici pro osu Y, klávesou
ZADÁNÍ přejděte k dalš otázce.
Posuv pro tento dráhový pohyb je 100 mm/min
Př davná funkce M3 „Zapnout vřeteno“, klávesou
END ukonč te bl ok.
Programové okno zobraz řádek:
N30 G01 G40 X+10 Y+5 F100 M 3 *
1
40
10
5
100
3
Advertising
Tato příručka se vztahuje na následující produkty: