Vystružení (cyklus g201) – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 213
HEIDENHAIN TNC 410, TNC 426, TNC 430
187
8.
3 C
ykl
y
k
vr
tá
n
í,
ø
e
z
á
n
í
vn
it
ø
n
íc
h
z
á
v
it
ù
a f
réz
o
ván
í z
á
v
it
ù
U
U
U
U
Čas ová prodleva nahoře Q210: doba v sekundách,
po kterou nástroj se trvá na bezpečnostn vzdálen osti
poté, co j m T NC vyje lo z d ry kvůli odstran ěn tř sky.
U
U
U
U
S ouřadnice povrchu obrobku Q203 (absolutně):
souřadnice povrchu obrobku.
U
U
U
U
2. bezpečnostn vzdálenost Q204
(inkrementálně): souřadnice osy vře te na, v n ž
n emůže doj t ke kolizi mezi nástrojem a obrobkem
(up n adly).
Ne u TNC 410:
U
U
U
U
Čas ová prodleva dole Q211: doba v sekundách, po
kterou nástroj setrvá n a dně d ry.
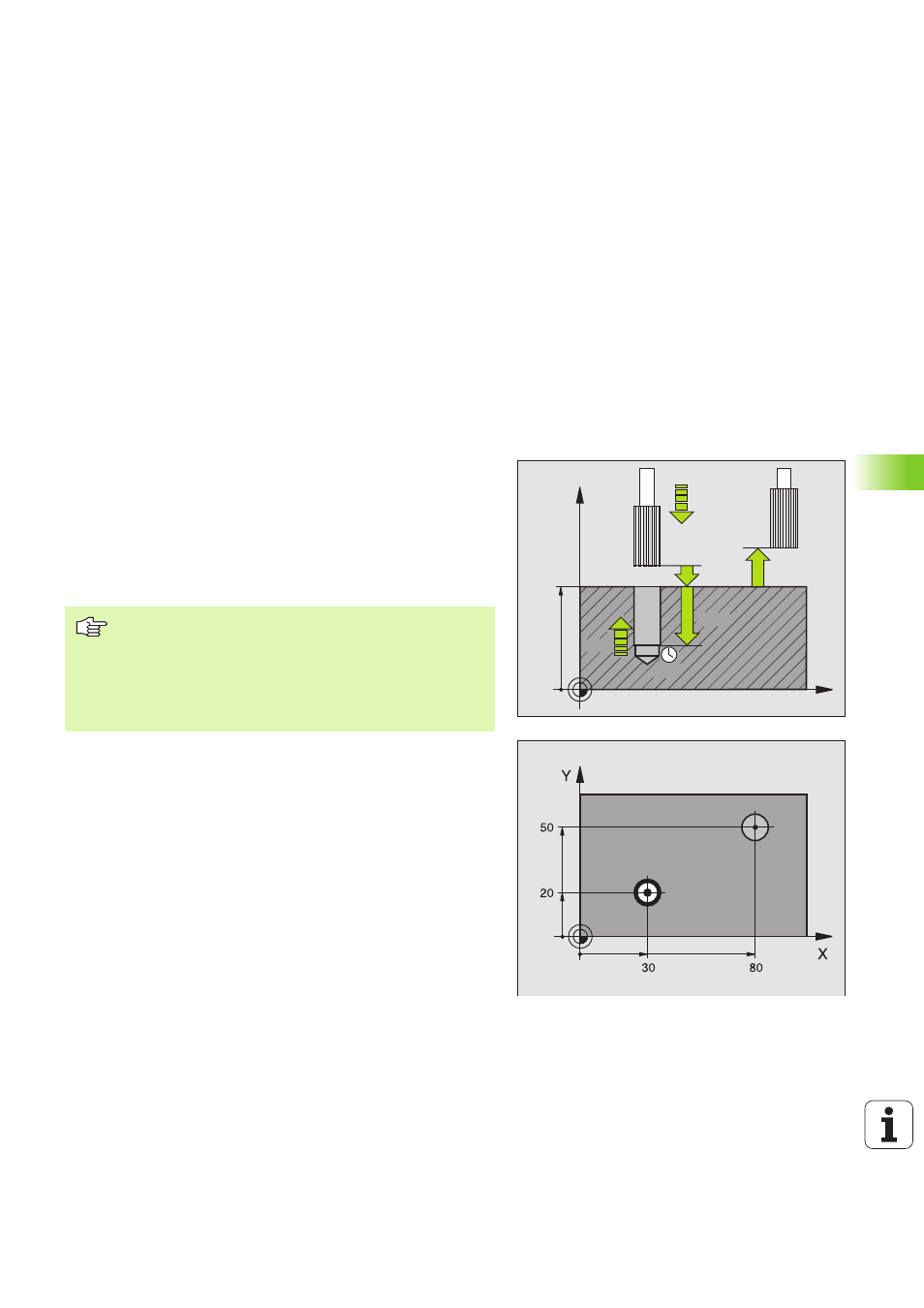
VYSTRUŽENÍ (cyklus G201)
1
T NC napolohuje n ástroj v ose vřetena rychloposu vem do
bezpečnostn vzdálenosti nad povrch em obrobku.
2
Nástroj vystružuje zadaným posuvem F až do n aprogramovan é
h lou bky.
3
Na dně d ry nástroj setrvá, je li to zadáno
4
Potom T NC odj žd nástrojem s posuvem F zpět n a bezpečnostn
vzdálen ost a odtud – pokud je to zadané– rychloposuvem do 2.
bezpečnostn vzdálenosti.
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
Před programován m dbejte na tyto body:
Naprogramujte polohovac blok do bodu startu (střed
d ry) v rovině obráběn s kore kc rádiusu G40.
Znaménko parametru cyklu Hloubka definuje směr
obráběn . Naprogramuje te li hloubku = 0, pak TNC
cyklus n eprovede .