HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 186
160
7 Programován : př davné funkce
7.
4 P
ø
íd
a
vn
é f
u
n
k
c
e
p
ro
d
ráh
o
vé
p
o
m
ìr
y
Rychlost posuvu u kruhových oblouků: M109/
M110/M111
Standardn chován
TNC vztah uje programovanou rychlost posu vu na dráhu středu
nástroje.
Chován u kruhových oblouků s M109
TNC udržuje u vnitřn ho a vn ějš h o obráběn kruhových oblouků
konstantn posuv na břitu n ástroje.
Chován u kruhových oblouků s M110
TNC udržuje konstantn posuv u kru hových obl ouků výhradn ě při
obráběn vnitřn ch ploch. Při obráběn vnějš ch kruhových oblouků
nen aktivn žádné přizpůsoben posuvu.
Účinek
M109 a M110 jsou ú činné na začátku bloku.
M109 a M110 zruš te pomoc M111.
Dopředný výpočet obrysu s korekc rádiusu
(LOOK AHEAD): M120
Standardn chován
Je li rádius nástroje větš , než obrysový stupeň, který se má proj ždět
s korekc rádiu su, pak TNC přeruš prováděn programu a vyp še
chybové h lášen . M97 (viz „Obrábě n malých obrysových stupňů:
M97” na str. 157): „M97“ zabrán výpisu chybovéh o hlášen , způsob
však poškrábán povrch u při vyjet n ástroje a kromě toho posune roh.
Při podř znut může T NC př padně poškodit obrys.
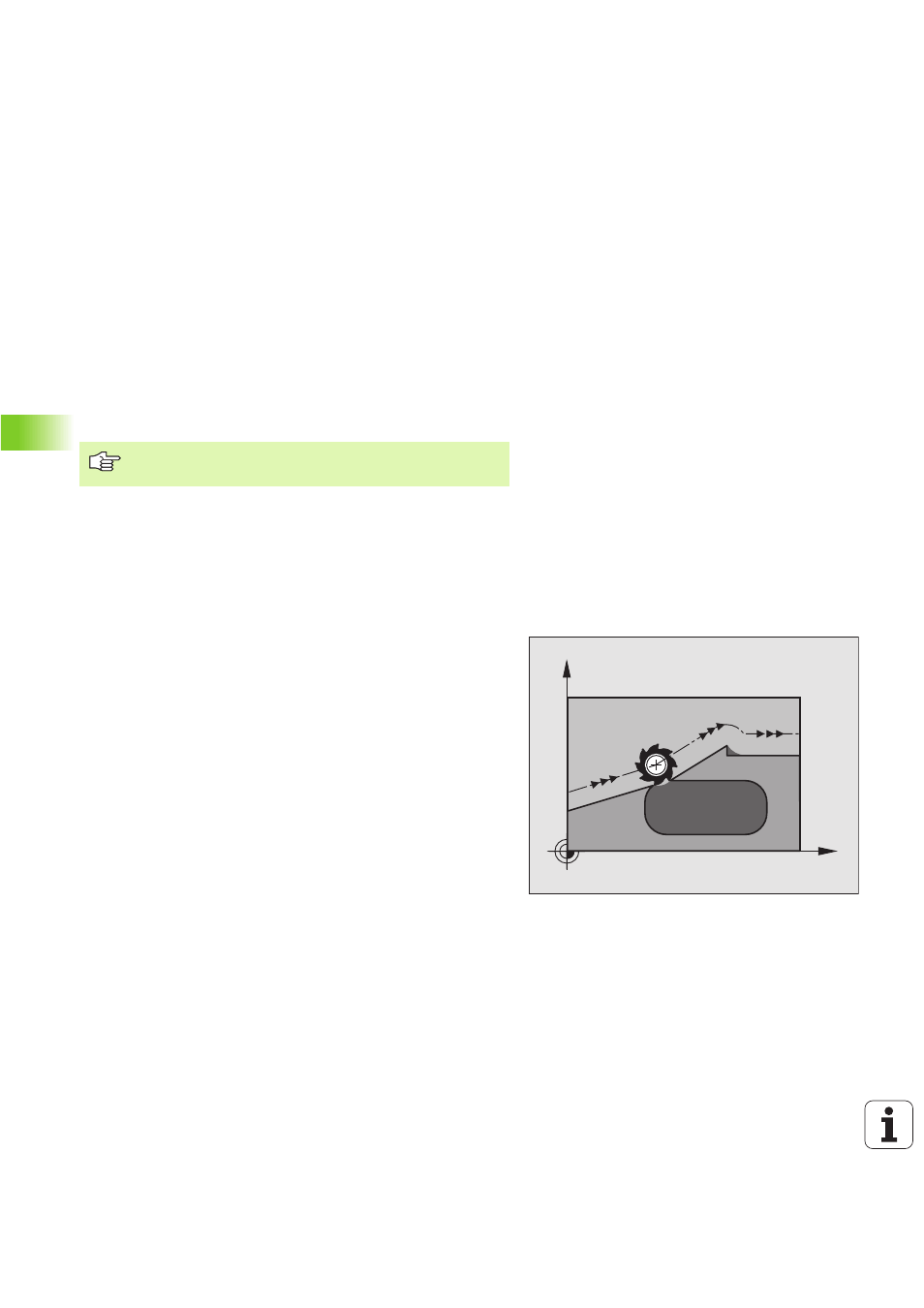
Chován s M120
TNC zkontroluje obrys s kore kc rádiusu na podř znut a přeř znut a
vypočte dopře du dráhu nástroje od aktuáln h o bloku . M sta, na
kterých by nástroj poškodil obrys, zůstanou neobrobená (na obrázku
vpravo zobrazena tmavě). M120 můžete též použ t k tomu , aby se
korekc rádiusu nástroje opatřila digitalizovaná data nebo data
vytvořená e xtern m programovac m systémem. Takto lze
kompenzovat odch ylky od teoretické ho rádiusu nástroje.
Počet bloků (maximálně 99), kte ré TNC dopředu vypoč tá, urč te
pomoc LA (angl. Look A h ead: pohled dopředu) za M120. Č m větš
zvol te počet bloků, kte ré má TNC dopředu vypoč tat, t m pomalejš
bude zpracován bloků.
M110 působ rovn ěž při obráběn vnitřn ch kruhových
oblouků obrysovými cykly.
X
Y