Zákl ady frézován závitů – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 234
208
8 Programován : cykly
8.
3 C
ykl
y
k
vr
tá
n
í,
ø
e
z
á
n
í
vn
it
ø
n
íc
h
z
á
v
it
ù
a f
réz
o
ván
í z
á
v
it
ù
Základy frézován závitů
Předpoklady
n
Stroj mus být vybaven vnitřn m chlazen m vřetena (chladivo
minimálně 30 barů, tlak vzduch u minimálně 6 barů).
n
Protože při frézován závitů zpravidla vznikaj de formace profilu
závitu, jsou zpravidla n utné korekce závislé na daném nástroj i,
které zjist te z katalogu nástrojů nebo dotaze m u výrobce vámi
použ vaných nástroj ů. Korekce se provád při vyvolán nástroje
přes delta rádius DR.
n
Cykly 262, 263, 264 a 267 lze použ vat pouze s pravotočivými
nástroji . Pro cyklus 265 mů žete použ t pravotočivé i levotočivé
nástroje .
n
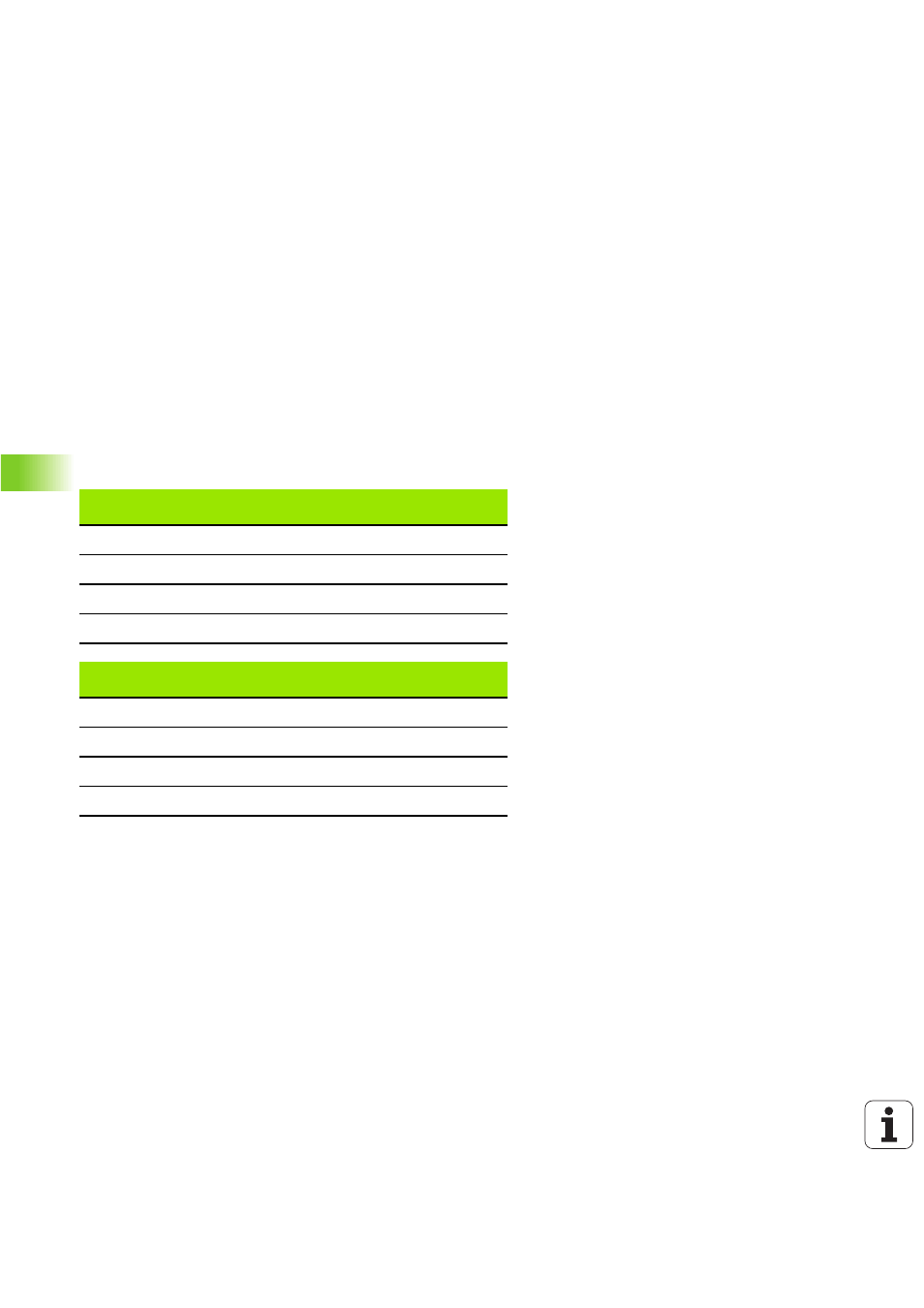
Směr prováděn operace plyne z těchto vstupn ch parametrů:
zn amé nko stoupán závitu Q239 (+ = pravý závit /– = levý závit) a
druh frézován Q351 (+1 = sou sledně /–1 = nesousledn ě). Dále
uvedená tabulka vám ukáže vztah me zi vstupn mi parametry u
pravotoči vých n ástrojů.
Vnitřn závit
Stoupán
Druh
frézován
Směr obráběn
pravochodý
+
+1(RL)
Z+
levoch odý
–
–1(RR )
Z+
pravochodý
+
–1(RR )
Z–
levoch odý
–
+1(RL)
Z–
Vnějš závit
Stoupán
Druh
frézován
Směr obráběn
pravochodý
+
+1(RL)
Z–
levoch odý
–
–1(RR )
Z–
pravochodý
+
–1(RR )
Z+
levoch odý
–
+1(RL)
Z+