HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 227
HEIDENHAIN TNC 410, TNC 426, TNC 430
201
8.
3 C
ykl
y
k
vr
tá
n
í,
ø
e
z
á
n
í
vn
it
ø
n
íc
h
z
á
v
it
ù
a f
réz
o
ván
í z
á
v
it
ù
U
U
U
U
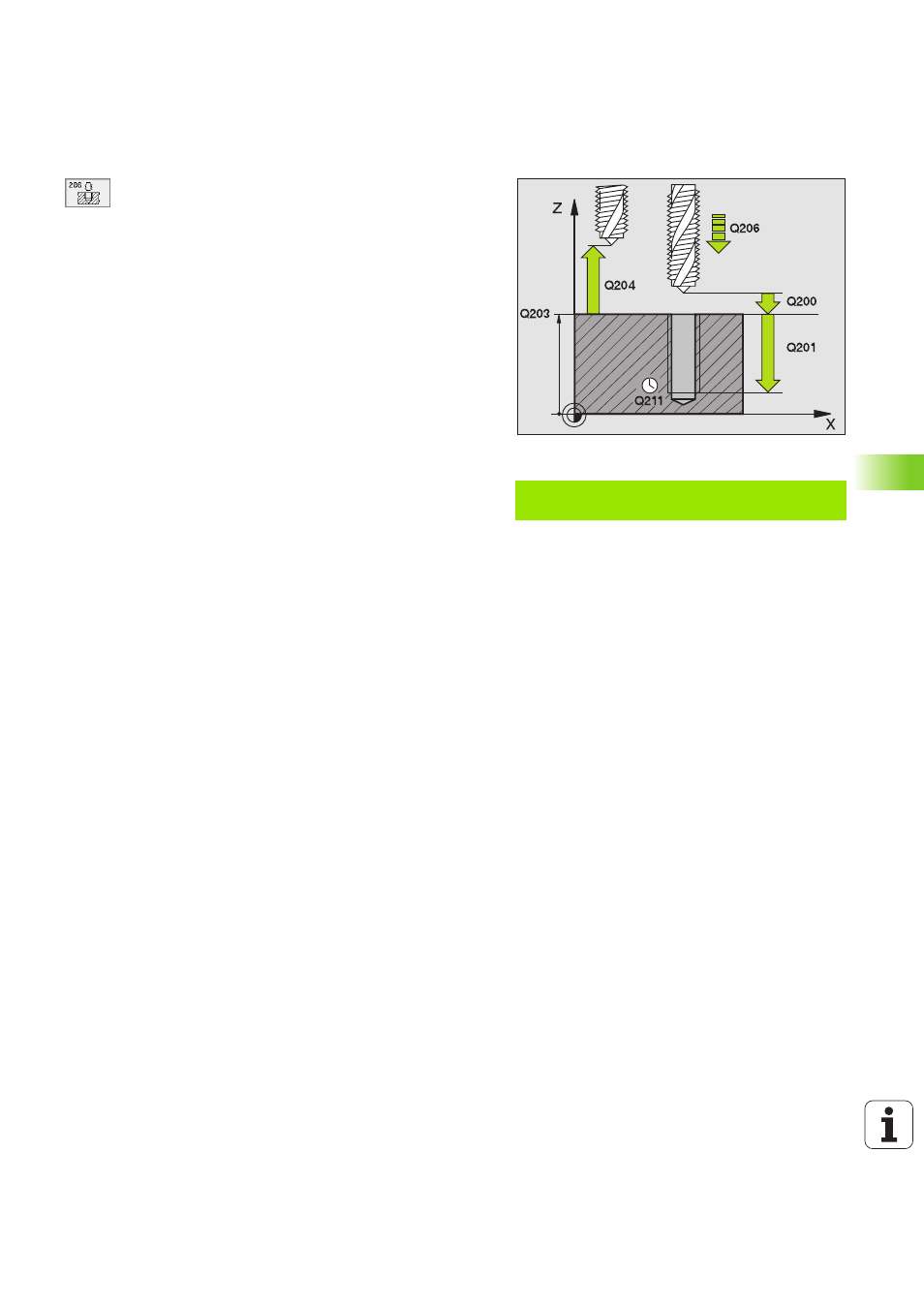
Bezpečnostn vzdálenost Q200 (inkrementáln ě):
vzdálen ost h rotu nástroje (startovn poloha) –
povrch obrobku; směrná hodnota: 4x stoupán
závitu
U
U
U
U
Hloubka vrtán Q201 (délka závitu, inkremen táln ě):
vzdálen ost povrch u obrobku – konce závitu.
U
U
U
U
Posuv F Q206: pojezdová rych lost nástroje při vrtán
závitu.
U
U
U
U
Čas ová prodleva dole Q211: zadejte hodnotu mezi
0 a 0,5 sekundy, aby se zabránilo zakl něn n ástroje
při návratu.
U
U
U
U
S ouřadnice povrchu obrobku Q203 (absolutně):
souřadnice povrchu obrobku.
U
U
U
U
2. bezpečnostn vzdálenost Q204
(inkrementálně): souřadnice osy vře te na, v n ž
n emůže doj t ke kolizi mezi nástrojem a obrobkem
(up n adly).
Stanoven posuvu: F = S x p
Vyjet nástroje při přerušen programu
Stiskne te li během vrtán závi tu extern tlač tko STOP, zobraz TNC
softklávesu, jej ž pomoc můžete vyjet nástroj em ze závitu.
Př klad: NC bloky
N25 G 206 Q200= 2 Q201= 20 Q206=150
Q 211=0,25 Q203=+25 Q 204=50 *
F: posuv (mm/min)
S: otáčky vřeten a (1/min)
p: stoupán závitu (mm)