G85 řezání závitu gs bez vyrovnávac hlavy – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 228
202
8 Programován : cykly
8.
3 C
ykl
y
k
vr
tá
n
í,
ø
e
z
á
n
í
vn
it
ø
n
íc
h
z
á
v
it
ù
a f
réz
o
ván
í z
á
v
it
ù
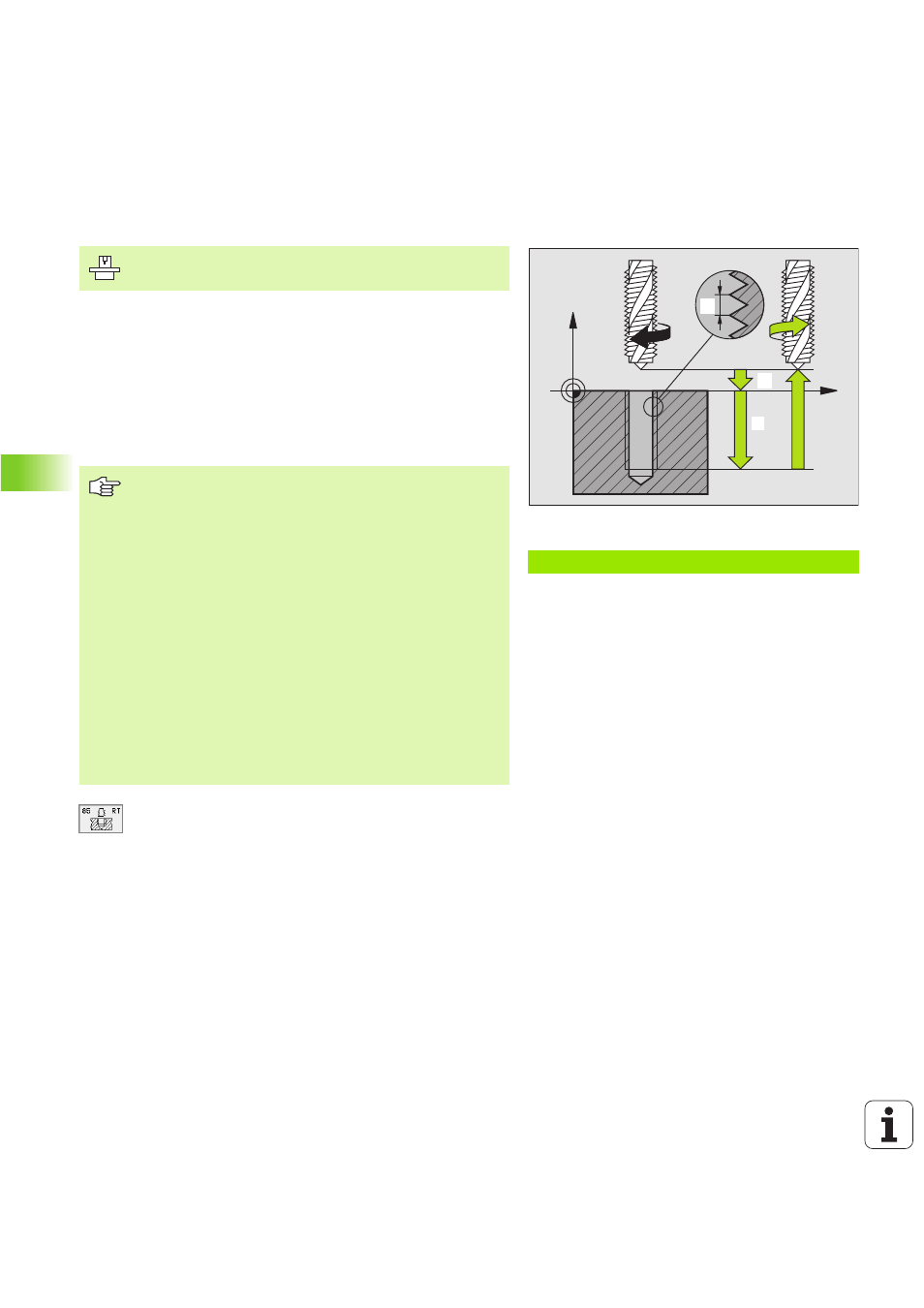
VRTÁNÍ ZÁVITU bez vyrovnávac hlavy GS
(cyklus G85)
TNC ře že závit bu v jedné n ebo několika operac ch bez délkové
vyrovnávac hlavy.
Výhody oproti cyklu vrtán závitu s vyrovnávac h lavou:
n
vyšš rychlost obráběn ;
n
opakován stejného závitu, protože vřeteno se při vyvolán cyklu
nastav do polohy 0° (závis na strojn m parametru 7160);
n
větš rozsah poje zdu v ose vřeten a, n ebot’ odpadá vyrovnávac
hl ava.
U
U
U
U
Bezpečnostn vzdálenost
1
(inkrementálně ):
vzdálenost hrot nástroje (poloha startu) – povrch
obrobku.
U
U
U
U
Hloubka vrtán
2
(inkrementálně): vzdálen ost
povrchu obrobku (začátku závitu) – konce závitu.
U
U
U
U
Stoupán závitu
3
:
stoupán závitu. Znaménko defi nuje pravý ne bo levý
závit:
+= pravý závit
–= levý závit
Vyjet nástroje při přerušen programu (ne u TNC 410)
Stisknete li během vrtán závitu exte rn tlač tko STOP, zobraz TNC
softklávesu RUČNÍ VYJETÍ. Když tuto softkláve su stisknete, může te
ř ze ně vyjet nástrojem. K tomu stiskněte tlač tko kladnéh o smě ru
aktivn osy vřetena.
Př klad: NC bloky
N18 G85 P 01 2 P02 20 P03 +1 *
X
Z
1
1
1
1
1
2
1
3
Stroj a TNC mus být výrobcem stroje připraveny.
Před programován m dbejte na tyto body:
Naprogramujte poloh ovac blok do bodu startu (střed
d ry) v rovině obráběn s korekc rádiusu G40.
Poloh ovac bl ok naprogramujte do bodu startu v ose
vřetena (bezpečnostn vzdálen ost n ad povrchem
obrobku).
Znamén ko parametru Hloubka Vrtán definuje směr
vrtán .
TNC vypočte posuv v závislosti na otáčkách vřetena.
Pokud během vrtán závitu otáč te regu látorem pro
override otáček vře te na, přizpůsob T NC automaticky
posuv.
Otočný regu látor pro overri de posuvu nen aktivn .
Na konci cyklu se vřeteno zastav . Před dalš m
obráběn m opět zapněte otáčen vřeten a s M3
(popř padě s M4).