HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 407
HEIDENHAIN TNC 410, TNC 426, TNC 430
381
1
1
.4
Pr
ov
á
d
ě
n
p
rog
ra
mu
U
U
U
U
Jako začáte k pro předběh zvolte prvn blok
aktuál n ho programu: zadej te GOTO rovno „0“.
U
U
U
U
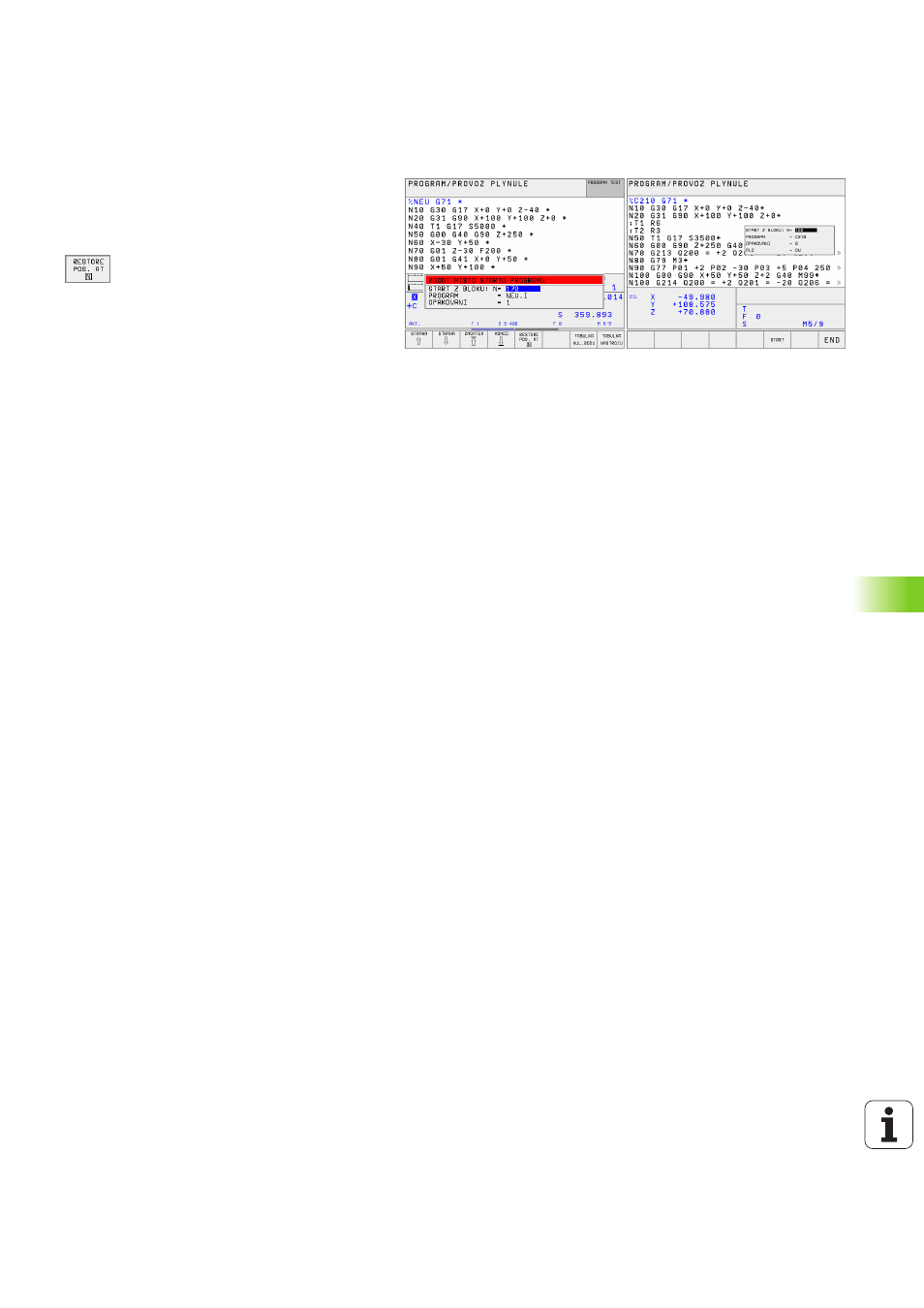
Zvolte pře dběh bloků: stiskněte softklávesu
STAR T Z BLOKU N.
U
U
U
U
S top při N: zade jte č slo N bl oku, u
n ěhož má předběh skončit.
U
U
U
U
Program: zadejte jméno
programu, v ně mž se blok N
n acház .
U
U
U
U
O pakován : zadejte počet
opakován , n a něž se má brát při
předběhu bloků zřetel, pokud se
blok N nacház uvnitř opakován
části programu.
U
U
U
U
PLC ZAP/VYP (ne u T NC 426,
T NC 430): aby se bral oh led na
vyvolán nástrojů a př davné
fun kce M: n astavte PLC na ZAP
(kl ávesou ZADÁNÍ přep nat mezi
ZAP a VYP). PLC na VYP – sleduje
výlučně geometrii NC programu,
přitom mus nástroj ve vřeten u
odpov dat n ástroji vyvolanému v
programu.
U
U
U
U
Odstartovat předběh bloků:
T NC 426, TNC 430: stiskněte
e xtern tl ač tko ST ART.
T NC 410: stiskněte softklávesu
ST ART.
U
U
U
U
Najet n a obrys: viz „Opětné n aj et