9 cykly pro tran sformace (pře počet) souřadnic, Přehled, Účinnost tran sformace souřadnic – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 319
HEIDENHAIN TNC 410, TNC 426, TNC 430
293
8.
9 C
ykl
y p
ro
t
ra
n
s
fo
rm
ac
e
(p
ø
e
p
o
èet
)
s
o
u
ø
a
d
n
ic
8.9 Cykly pro transformace
(přepočet) souřadnic
Přehled
Pomoc transformace (přepočtu) souřadn ic mů že TNC obrábět
jednou naprogramovaný obrys n a různých m ste ch obrobku se
změn ěnou polohou a veli kost . Pro transformace sou řadnic n ab z
TNC tyto cykly:
Účinnost transformace souřadnic
Začátek účin nosti: tran sformace souřadnic je účinná od okamžiku
své de fi nice – nevyvolává se tedy. Působ tak dlouho, než je zruše na
ne bo nově definována.
Zrušen transformace souřadnic:
n
Opětné nadefinován cyklu s hodnotami pro základn stav,
např klad faktor změny měř tka 1,0.
n
vykon án př davných funkc M02, M30 nebo bloku N999999 %...
(závi s na stroj n m parametru 7300).
n
Navolen n ového programu
n
Naprogramovat dodatečnou funkci M142 Smazat modáln
programovac informace.
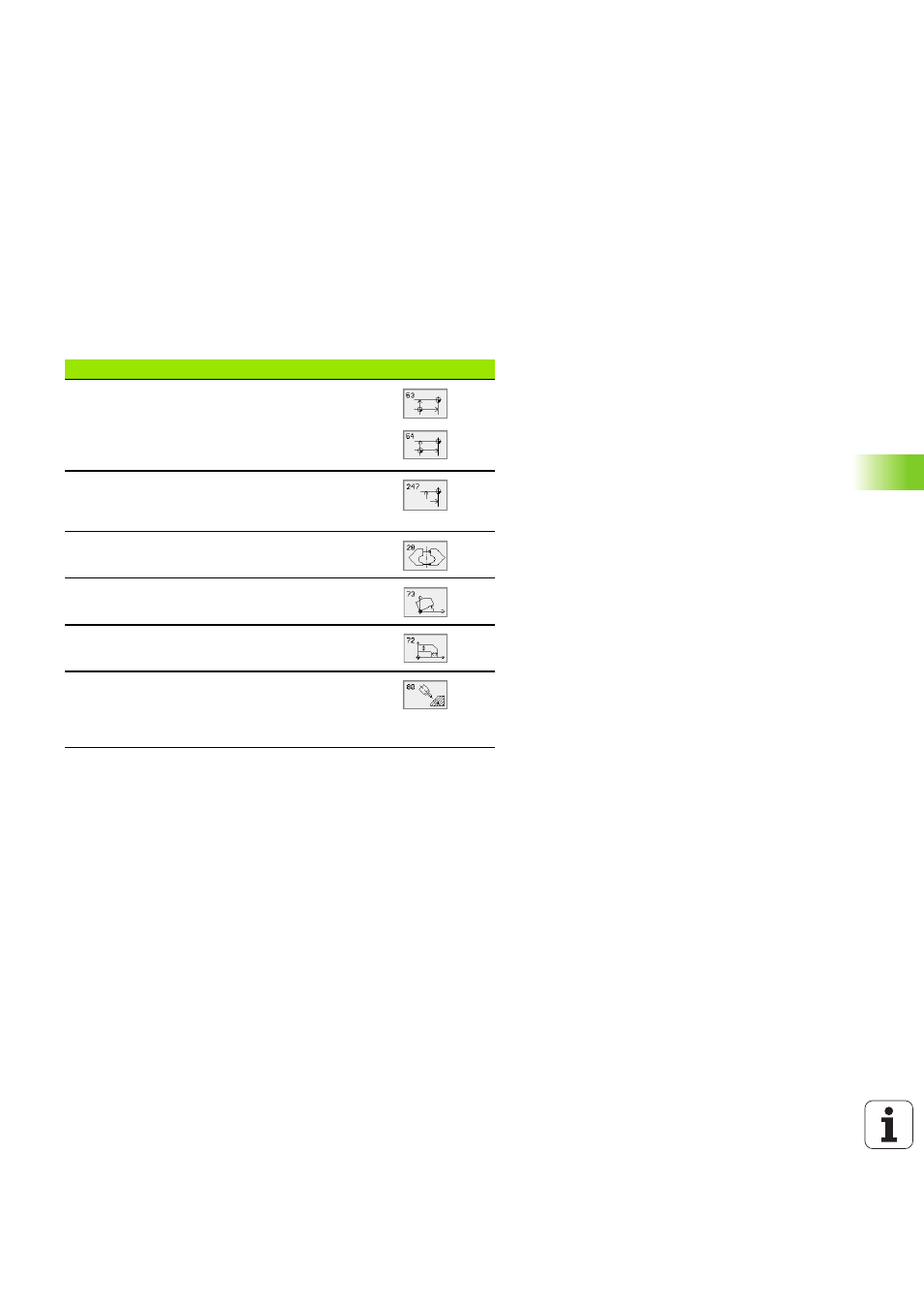
Cyklus
Softklávesa
G53/G54 NULOVÝ BOD
Posouván obrysů př mo v programu nebo z
Tabulky nu lových bodů.
G247 NASTAVENÍ VZTAŽNÉHO BODU
Nastaven vztažn ého bodu během chodu
programu (ne u TNC 410)
G73 NATOČENÍ
Otočen obrysů v rovině obráběn .