10 .1 0 . p ř k lad y p ro g ramo v án – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 386
360
10 Programován : Q parametry
1
0
.1
0
. P
ř
k
lad
y
p
ro
g
ramo
v
án
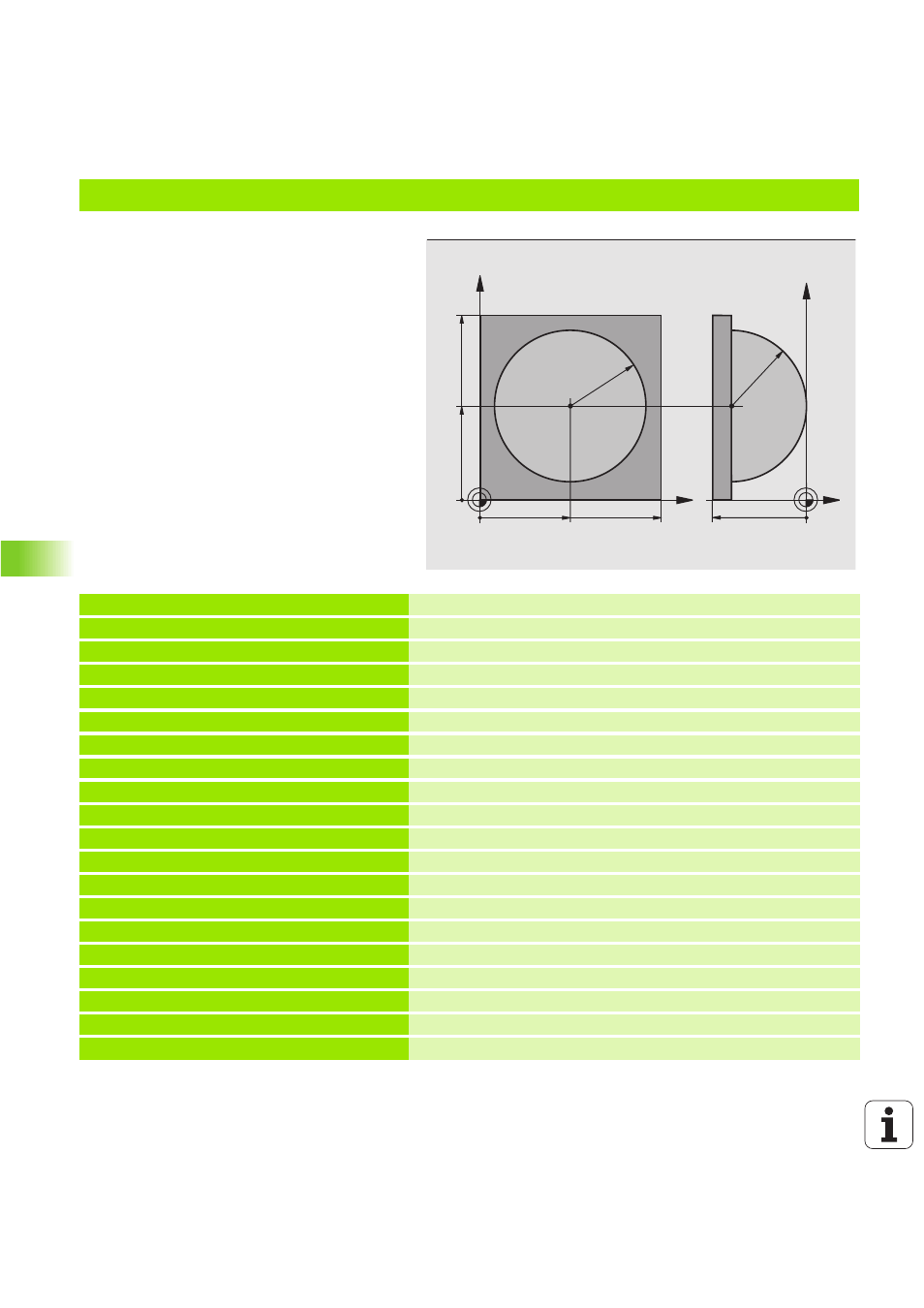
Př klad: vypouklá (konvexn ) koule stopkovou frézou
Průběh programu
n
Program funguje pouze se stopkovou frézou
n
Obrys koule se aproximuje velkým množstv m
malých př mkových úseků (rovina Z/X, počet se
de fin uje v Q14). Č m menš úhlový krok se
de fin uje, t m hladš je obrys.
n
Počet obrysových řezů urč te pomoc úhl ového
kroku v rovin ě (v Q18).
n
Koul e se frézuje v 3D řezu zespoda nahoru.
n
Rádius nástroj e se koriguje automaticky.
%K UGEL G71 *
N10 D00 Q1 P01 +50 *
Stře d v ose X
N20 D00 Q2 P 01 +50 *
Stře d v ose Y
N30 D00 Q4 P 01 +90 *
Prostorový úhel startu (rovina Z/X)
N40 D00 Q5 P 01 +0 *
Prostorový koncový úhel (rovina Z/X)
N50 D00 Q14 P 01 +5 *
Úhlový krok v prostoru
N60 D00 Q6 P 01 +45 *
Rádius koule
N70 D00 Q8 P 01 +0 *
Úhel startu natočen v rovině X/Y
N80 D00 Q9 P 01 +360 *
Koncový úhel n atočen v rovině X/Y
N90 D00 Q18 P 01 +10 *
Úhlový krok v rovině X/Y pro h rubován
N100 D00 Q10 P 01 +5 *
Př davek na rádius koule pro hrubován
N110 D00 Q11 P01 +2 *
Bezpečnostn vzdálen ost pro předpolohován v ose vře te na
N120 D00 Q12 P 01 +350 *
Posuv při fré zován
N130 G30 G17 X+0 Y+0 Z 50 *
Definice neobrobené ho polotovaru
N140 G31 G90 X+100 Y+100 Z+0 *
N150 G99 T1 L +0 R+ 7,5 *
Definice nástroje
N160 T1 G17 S4000 *
Vyvolán nástroje
N170 G00 G40 G90 Z+250 *
Vyjet n ástroje
N180 L10,0 *
Vyvolán obrábě n
N190 D00 Q10 P 01 +0 *
Zrušen př davku
X
Y
50
100
100
Z
Y
-50
R45
50
R
45