Obráběn malých obrysových stupňů: m97 – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 183
HEIDENHAIN TNC 410, TNC 426, TNC 430
157
7.
4 P
ø
íd
a
vn
é f
u
n
k
c
e
p
ro
d
ráh
o
vé
p
o
m
ìr
y
Zadán M124
Pokud stiskne te v polohovac m bloku (během dialogu př davné
funkce) softklávesu M124, tak TNC pokračuje v dialogu pro tento
blok a dotáže se na minimáln rozteč bodů E.
E můžete stan ovit také v Q parametru,viz „Prin cip a pře hled funkc ”,
str. 330.
Účinek
M124 je účin ná n a začátku bloku. M124 zruš te pomoc M113, stejně
jako M112.
Př klad NC bloku
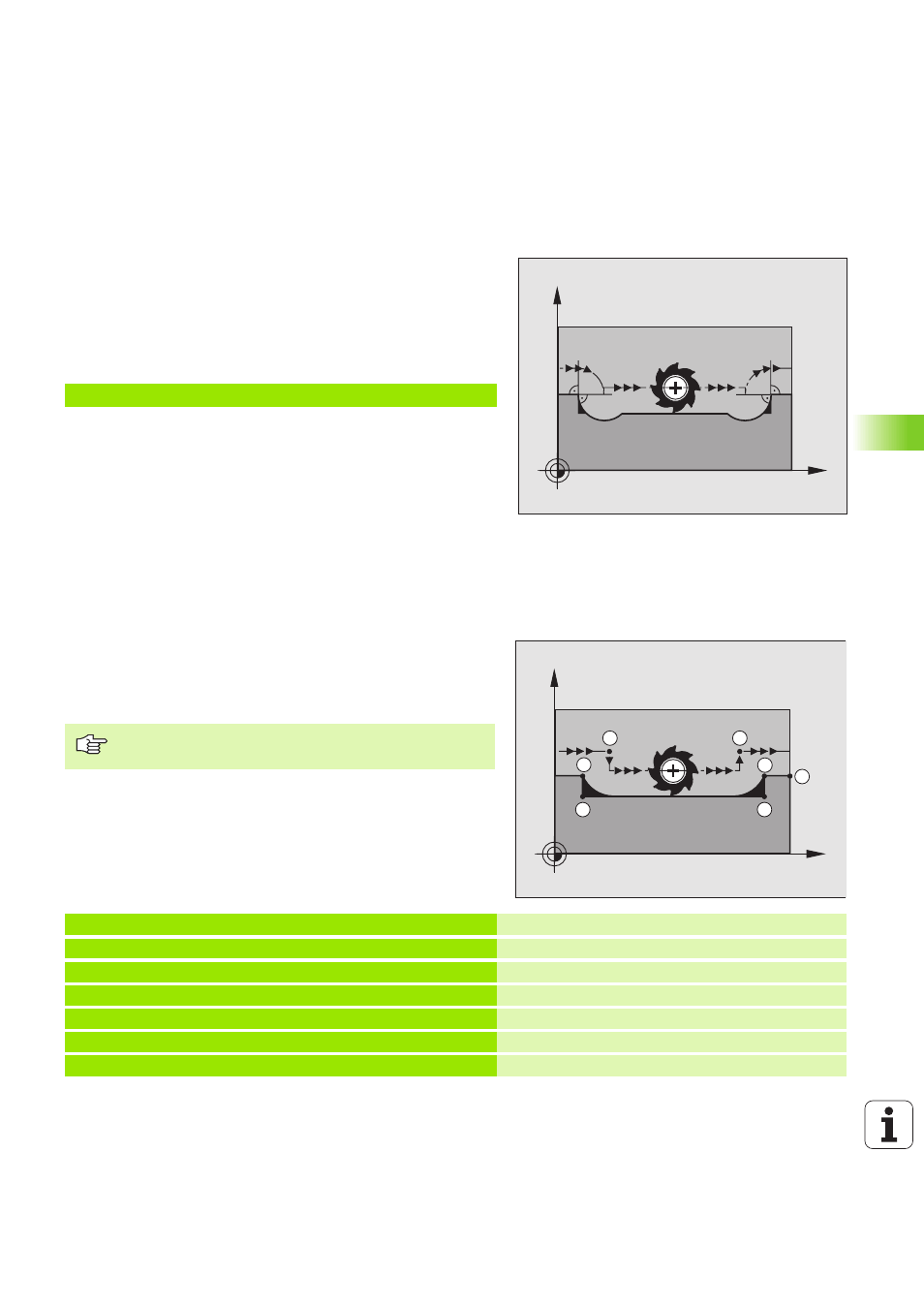
Obráběn malých obrysových stupňů: M97
Standardn chován
TNC vlož na vnějš m roh u přechodovou kru žnici. U ve lmi malých
obrysových stupňů by tak nástroj poškodil obrys.
TNC přeruš na takovýchto m stech prováděn programu a vyp še
chybové hlášen „Př liš velký rádius nástroje“.
Chován s M97
TNC zjist průse č k dráhy pro prvky obrysu – jako u vni třn ch roh ů – a
přejede nástrojem přes te nto bod.
M97 programujte v bloku, ve kte rém je definován vnějš rohový bod.
Účinek
M97 je účinn á jen v tom programovém bloku, ve kterém je M97
programovaná.
Př klad NC bloků
N50 G01 G40 X+123,723 Y+25,491 F800 M 124 E0.01 *
Rohy obrysu se při M97 obrob pouze n eúplně . Př padně
mus te rohy obrysu dodělat menš m nástrojem.
X
Y
X
Y
S
16
17
15
14
13
S
N50 G99 G01 ... R +20 *
Velký rádius nástroje
...
N130 X ... Y ... F .. M97 *
Najet n a bod obrysu 13
N140 G91 Y–0,5 .... F.. *
Obroben malých obrysových stupňů 13 a 14
N150 X+100 ... *
Najet n a bod obrysu 15
N160 Y+0.5 ... F.. M97 *
Obroben malých obrysových stupňů 15 a 16
N170 G90 X ... Y ... *
Najet n a bod obrysu 17