HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 254
228
8 Programován : cykly
8.
3 C
ykl
y
k
vr
tá
n
í,
ø
e
z
á
n
í
vn
it
ø
n
íc
h
z
á
v
it
ù
a f
réz
o
ván
í z
á
v
it
ù
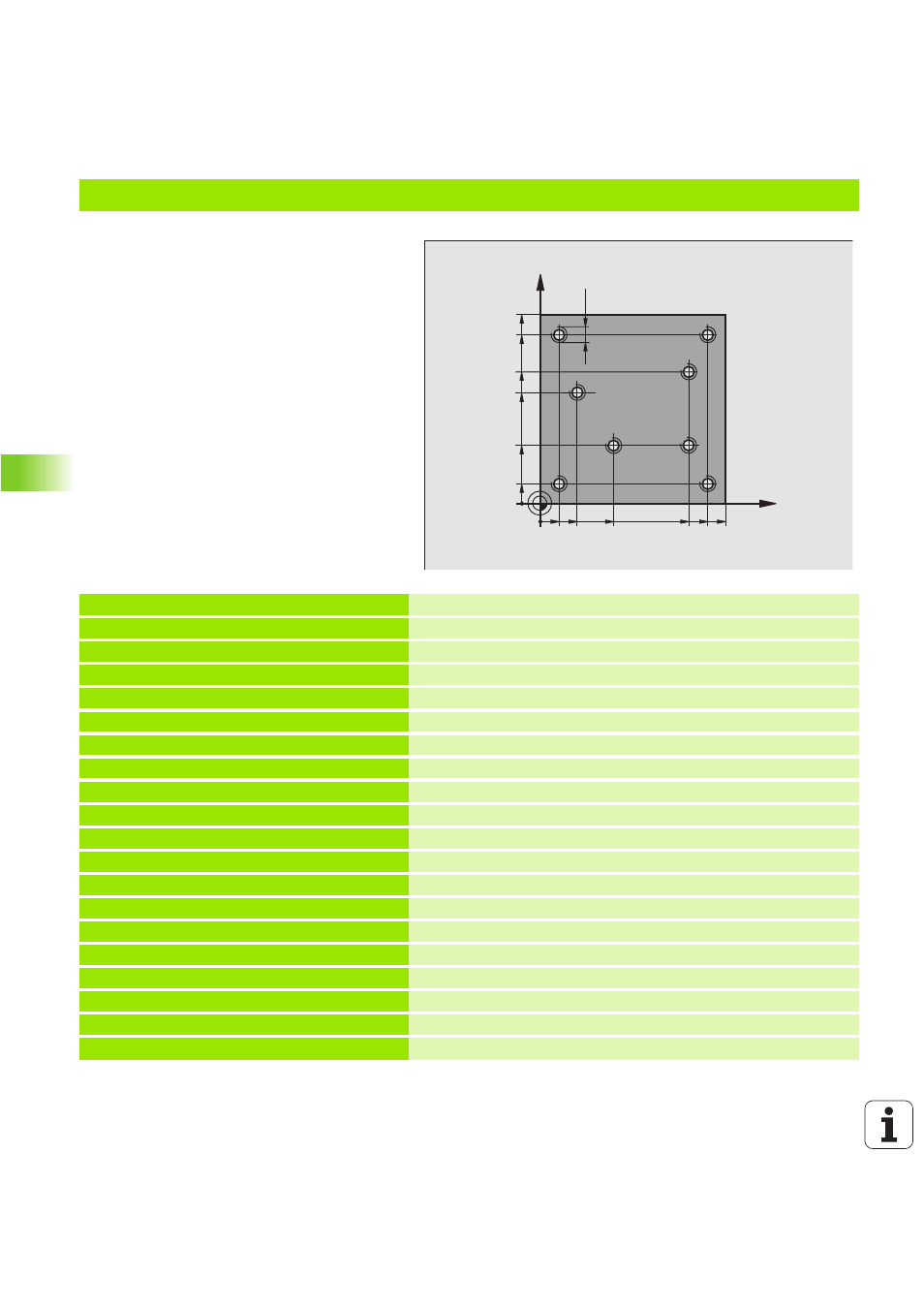
Př klad: Cykly vrtán ve spojen s tabulkou bodů (pouze u TNC 410)
Souřadnice vrtán jsou ulože ny v tabulce bodů
TAB1.PNT a TNC je vyvolává pomoc G79 PAT.
Rádiusy nástroj ů jsou zvoleny tak, aby byly ve
zkušebn grafice vidě t všechn y pracovn
operace .
Prováděn programu
n
Vystředěn
n
Vrtán
n
Řezán vnitřn ch závitů
%1 G71 *
N10 G30 G17 X+0 Y+0 Z 20 *
Definice neobrobené ho polotovaru
N20 G31 X +100 Y+100 Z+0 *
N30 G99 1 L+0 R+4 *
Definice nástroje středic navrtávák
N40 G99 2 L+0 R +2.4 *
Definice nástroje vrták
N50 G99 3 L+0 R +3 *
Definice nástroje závitn k
N60 T1 G17 S5000 *
Vyvolán nástroje středic vrták
N70 G01 G40 Z+10 F5000 *
Odjet nástrojem do bezpečné výšky (F naprogramovat s hodnotou,
kterou TNC polohuj e po každém cyklu do be zpečné výšky)
N80 %:PAT: "TAB1" *
Zadán tabulky bodů
N90 G200 Q200=2 Q201= 2 Q206=150 Q202=2
Definice cyklu vystředěn
Q210=0 Q203=+0 Q204=0 *
U Q203 a Q204 povinně zadejte 0.
N100 G79 “PAT“ F 5000 M3 *
Vyvolán cyklu ve spojen s tabulkou bodů TAB1.PNT,
Posuv mezi body: 5 000 mm/min
N110 G00 G40 Z+100 M6 *
Vyjet n ástroj em, výměna nástroje
N120 T2 G17 S5000 *
Vyvolán nástroje vrták
N130 G01 G40 Z+10 F5000 *
Odjet nástrojem do bezpečné výšky (F naprogramovat s hodnotou)
N140 G200 Q200=2 Q201= 25 Q206= 150
Definice cyklu vrtán
Q202=5 Q210=0 Q203=+0 Q204=0 *
U Q203 a Q204 povinně zadejte 0.
N150 G79 “PAT“ F 5000 M3 *
Vyvolán cyklu ve spojen s tabulkou bodů TAB1.PNT
X
Y
20
10
100
100
10
90
90
80
30
55
40
65
M6