F rézování kapes (cyklus g75, g76) – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 257
HEIDENHAIN TNC 410, TNC 426, TNC 430
231
8.
4
C
y
kl
y k f
réz
o
ván
í kap
es
,
o
s
tr
ù
vkù
(
èep
ù
)
a d
ráž
ek
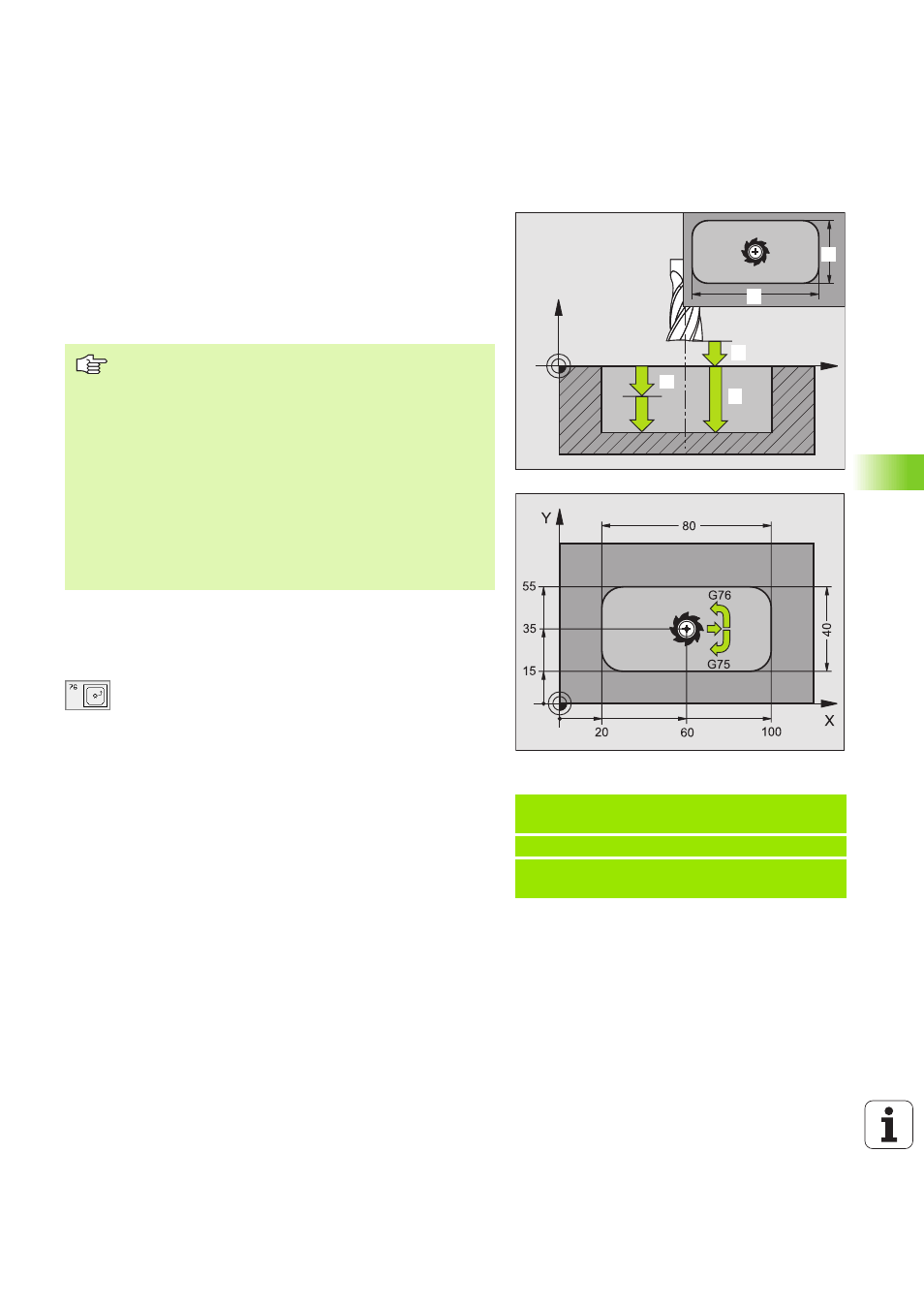
FRÉZOVÁNÍ KAPES (cyklus G75, G76)
1
Nástroj se v poloze startu (střed kapsy) zap chne do obrobku a
n aj žd na prvn hlou bku př suvu.
2
Potom nástroj přej žd nejprve v kladném směru delš strany – u
čtve rcových kape s v kladném směru Y – a hrubuje kapsu směrem
zevnitř ven.
3
T ento postup (1 a 2) se opakuje, až se dosáhne urče né hlou bky.
4
Na konci cykl u odje de TNC nástrojem zpět do polohy startu .
Smysl rotace při hrubován
n
Ve smyslu hodinových ru čiček: G75 (DR )
n
Proti smyslu hodinových ručiček: G76 (DR+)
U
U
U
U
Bezpečnostn vzdálenost
1
(i nkrementálně):
vzdálen ost h rot nástroje (pol oha startu) – povrch
obrobku.
U
U
U
U
Hloubka frézován
2
(inkrementálně ): vzdálenost
povrchu obrobku – dn a kapsy.
U
U
U
U
Hloubka př suvu
3
(inkrementálně ): rozměr, o který
se nástroj pokaždé přisune. TNC najede na hloubku
v jedin é ope raci, jestliže:
n
hlou bka př suvu a konečná hloubka jsou stejné;
n
hloubka př suvu je větš než konečná hloubka.
U
U
U
U
Posuv př suvu do hloubky: pojezdová rychlost
n ástroje při zapichován .
Př klad: NC bloky
N27 G 75 P01 2 P 02 20 P03 5 P 04 100
P 05 X+80 P06 Y+40 P07 275 P08 5 *
...
N35 G 76 P01 2 P 02 20 P03 5 P 04 100
P 05 X+80 P06 Y+40 P07 275 P08 5 *
X
Z
1
1
12
1
3
1
4
1
5
Před programován m dbejte na tyto body:
Použ vejte frézu s če ln mi zuby (DIN 844) nebo předvrtán
ve středu kapsy.
Předpolohován nad střed kapsy s korekc rádiusu G40.
Polohovac blok naprogramujte do bodu startu v ose
vřetena (bezpečnostn vzdálenost nad povrchem
obrobku).
Znaménko parametru cyklu Hloubka definuje směr
obráběn . Naprogramujete li hloubku = 0, pak TNC cyklus
neprovede .
Pro 2. délku strany plat následuj c podm nka: 2. délka
strany je větš než [(2 x rádius zaoblen ) + stranový př suv k].