HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 169
HEIDENHAIN TNC 410, TNC 426, TNC 430
143
6
.5
D
rá
hov
é
po
hy
by
–
p
o
lá
rn
í s
o
u
ø
a
dni
c
e
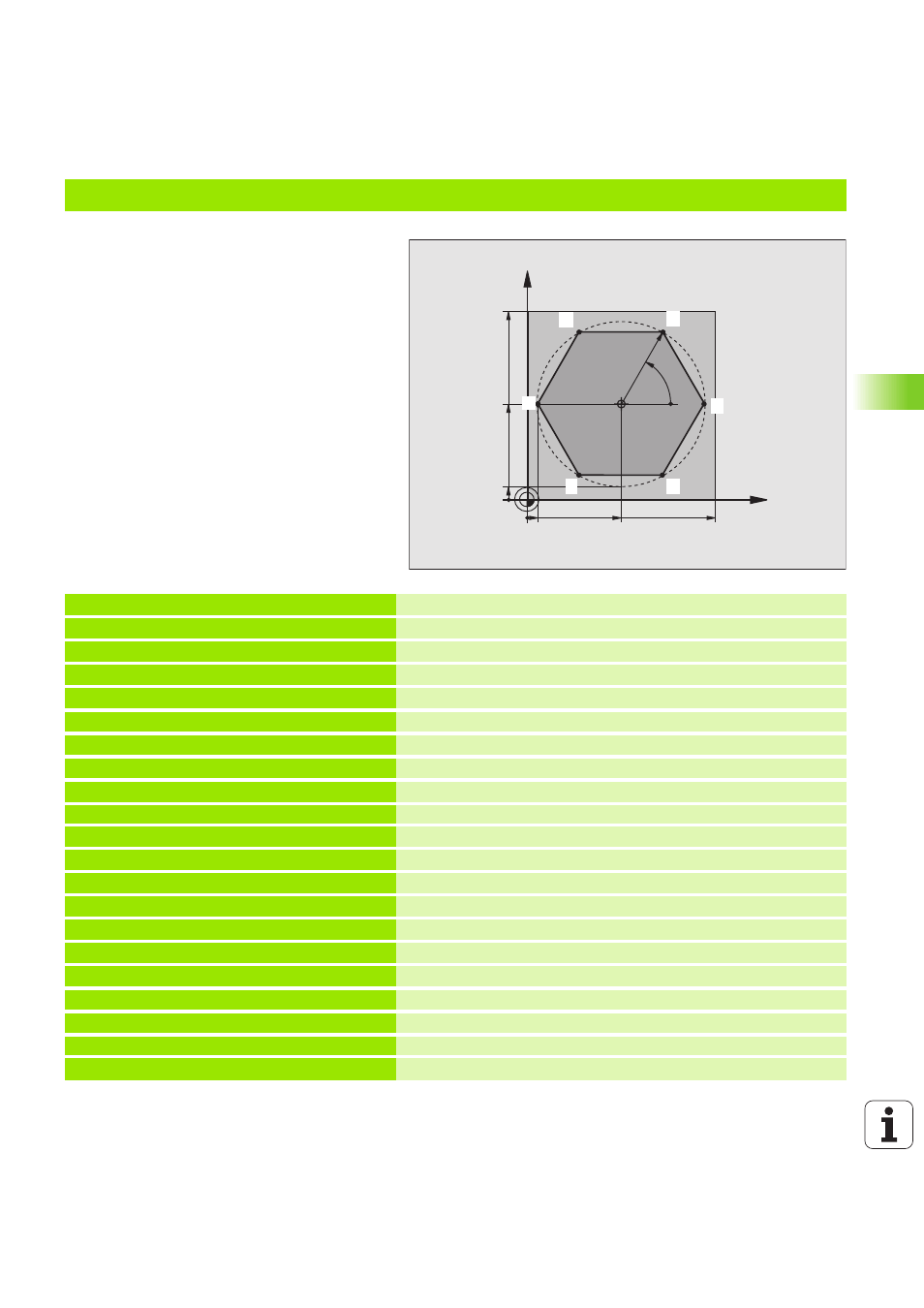
Př klad: Př mkový pohyb polárně
% LINEARP O G71 *
N10 G30 G17 X+ 0 Y+0 Z 20 *
Defin ice neobrobeného polotovaru
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+7,5 *
Defin ice nástroje
N40 T1 G17 S4000 *
Vyvolán nástroje
N50 G00 G40 G90 Z+250 *
Defin ice vztažnéh o bodu pro polárn sou řadnice
N60 I +50 J+50 *
Vyjet nástroje
N70 G10 R+60 H+180 *
Předpoloh ován n ástroj e
N80 G01 Z 5 F 1000 M3 *
Naj et na hloubku obráběn
N90 G11 G41 R +45 H+180 F250 *
Naj et obrys do bodu 1
N110 G26 R5 *
Naj et obrys do bodu 1
N120 H+120 *
Naj et do bodu 2
N130 H+60 *
Naj et do bodu 3
N140 H+0 *
Naj et do bodu 4
N150 H 60 *
Naj et do bodu 5
N160 H 120 *
Naj et do bodu 6
N170 H+180 *
Naj et do bodu 1
N180 G27 R5 F 500 *
Tangenciáln odj žděn
N190 G40 R+60 H+180 F 1000 *
Odj žděn v rovin ě obráběn , zrušen kore kce rádiusu
N200 G00 Z+ 250 M2 *
Odj žděn v ose vřetena, kone c programu
N999999 %L INEARPO G71 *
X
Y
50
100
50
I,J
5
100
R
4
5
60°
5
1
1
1
2
1
3
1
4
1
5
1
6