3 př davné funkce pro zadán souřadnic – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 176
150
7 Programován : př davné funkce
7.
3
Pøí
da
v
n
é
f
u
n
k
c
e
p
ro z
a
dá
ní
s
o
uøa
dn
ic
7.3 Př davné funkce pro zadán
souřadnic
Programován souřadnic vztažených ke stroji:
M91/M92
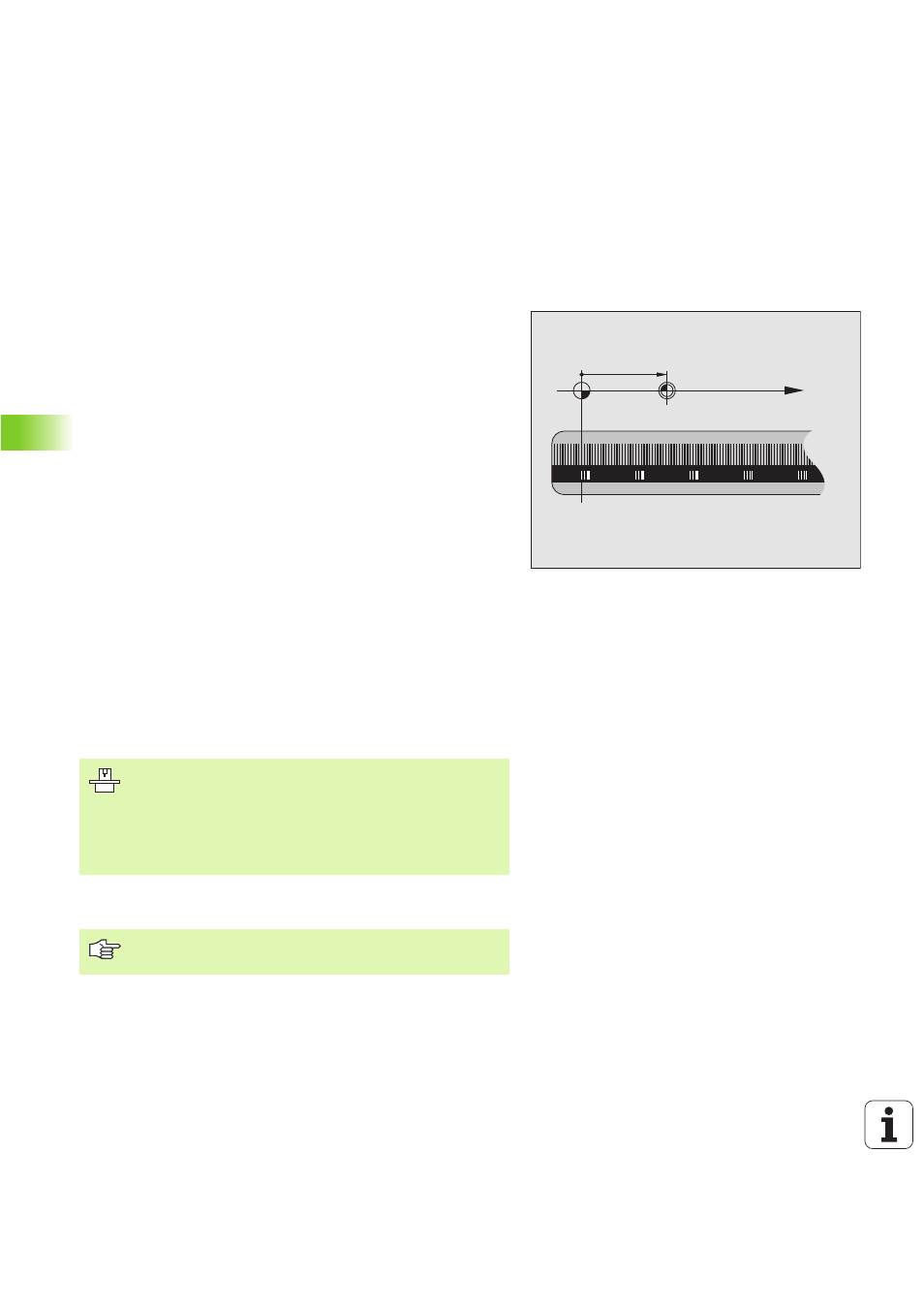
Nulový bod měř tka
Na měř tku určuje referenčn značka poloh u nulového bodu měř tka.
Nulový bod stroje.
Nulový bod stroje potřebujete k
n
nastaven omezen pojezdovéh o rozsahu (softwarové koncové
vyp n ače );
n
naje t do pevných poloh na stroji (např kl ad poloha pro výměnu
nástroje );
n
nastaven vztažného bodu na obrobku.
Výrobce stroje zadává ve strojn ch parametrech pro každou osu
vzdálenost nulového bodu stroje od nulové ho bodu měř tka.
Standardn chován
TNC vztah uje souřadnice k nulovému bodu obrobku , viz „Nastaven
vztažné ho bodu (bez 3D dotykové sondy)”, str. 24.
Chován s M91 – nulový bod stroje
Pokud se souřadnice v polohovac ch bloc ch maj vztahovat k
nulovému bodu stroje, pak v těchto bloc ch zade jte M91.
TNC indi kuje h odnoty souřadnic vztažené k nulovému bodu stroje. V
zobrazen stavu přepněte indikaci souřadnic na R EF, viz „Zobrazen
stavu”, str. 10.
Chován s M92 – vztažný bod stroje
Pokud se souřadnice v polohovac ch bloc ch maj vztahovat ke
vztažné mu bodu stroje, pak v těch to bloc ch zadejte M92.
X (Z,Y)
X
MP
Kromě nulového bodu stroj e může výrobce stroje
de fin ovat ještě jedn u dalš pe vnou poloh u na stroji
(vztažný bod stroje).
Výrobce stroje definuje pro každou osu vzdálenost
vztažného bodu stroje od nulové ho bodu stroje (viz
př ručku ke stroji).
TNC provád správně korekci rádiusu i při M91 nebo M92.
Dé lka n ástroje se však nebere v úvahu.