HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 306
280
8 Programován : cykly
8.
7
S
L-
c
yk
ly
s
k
u
p
in
y
I
I (
n
e
u
T
N
C
41
0)
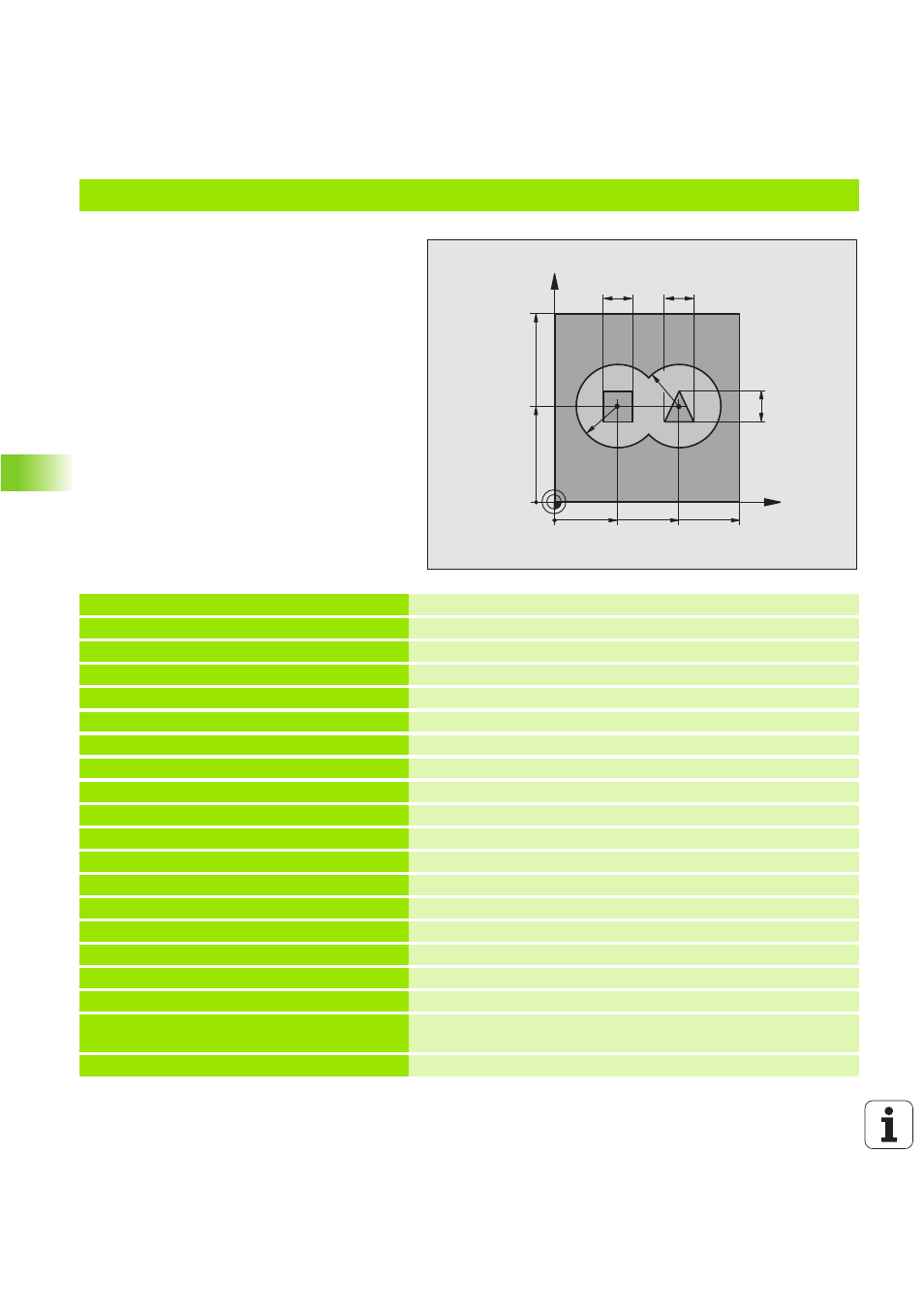
Př klad: předvrtán , hrubován a dokončen překrývaj c ch se obrysů
%C21 G71 *
N10 G30 G17 X+0 Y+0 Z 40 *
Definice neobrobené ho polotovaru
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L +0 R +6 *
Definice nástroje vrták
N40 G99 T2 L +0 R+ 6 *
Definice nástroje hrubován /dokončován
N50 T1 G17 S4000 *
Vyvolán nástroje vrták
N60 G00 G40 G90 Z+250 *
Vyjet n ástroje
N70 G37 P01 1 P02 2 P03 3 P04 4 *
Definice podprogramu obrysu
N80 G120 Q1= 20 Q2=1 Q3=+0,5 Q 4=+ 0,5
Definice všeobecných parametrů obráběn
Q5=+ 0 Q6=+2 Q7=+ 100 Q8=+0,1 Q9= 1 *
N90 G121 Q10=+5 Q11=250 Q13=2 *
Definice cyklu předvrtán
N100 G79 M3 *
Vyvolán cyklu předvrtán
N110 Z+250 M6 *
Výměna n ástroj e
N120 T2 G17 S3000 *
Vyvolán nástroje h rubován /dokon čen
N130 G122 Q10=+5 Q11=100 Q12=350 *
Definice cyklu hrubován
N140 G79 M3 *
Vyvolán cyklu hrubován
N150 G123 Q11=100 Q12=200 *
Definice cyklu dokončen dna
N160 G79 *
Vyvolán cyklu dokončen dna
N170 G124 Q9=+1 Q10=+5 Q11=100
Q12=400
Definice cyklu dokončen stěn
Q14=+0 *
X
Y
35
50
100
100
16
16
R2
5
65
16
R
25