HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 270
244
8 Programován : cykly
8.
4
C
y
kl
y k f
réz
o
ván
í kap
es
,
o
s
tr
ù
vkù
(
èep
ù
)
a d
ráž
ek
U
U
U
U
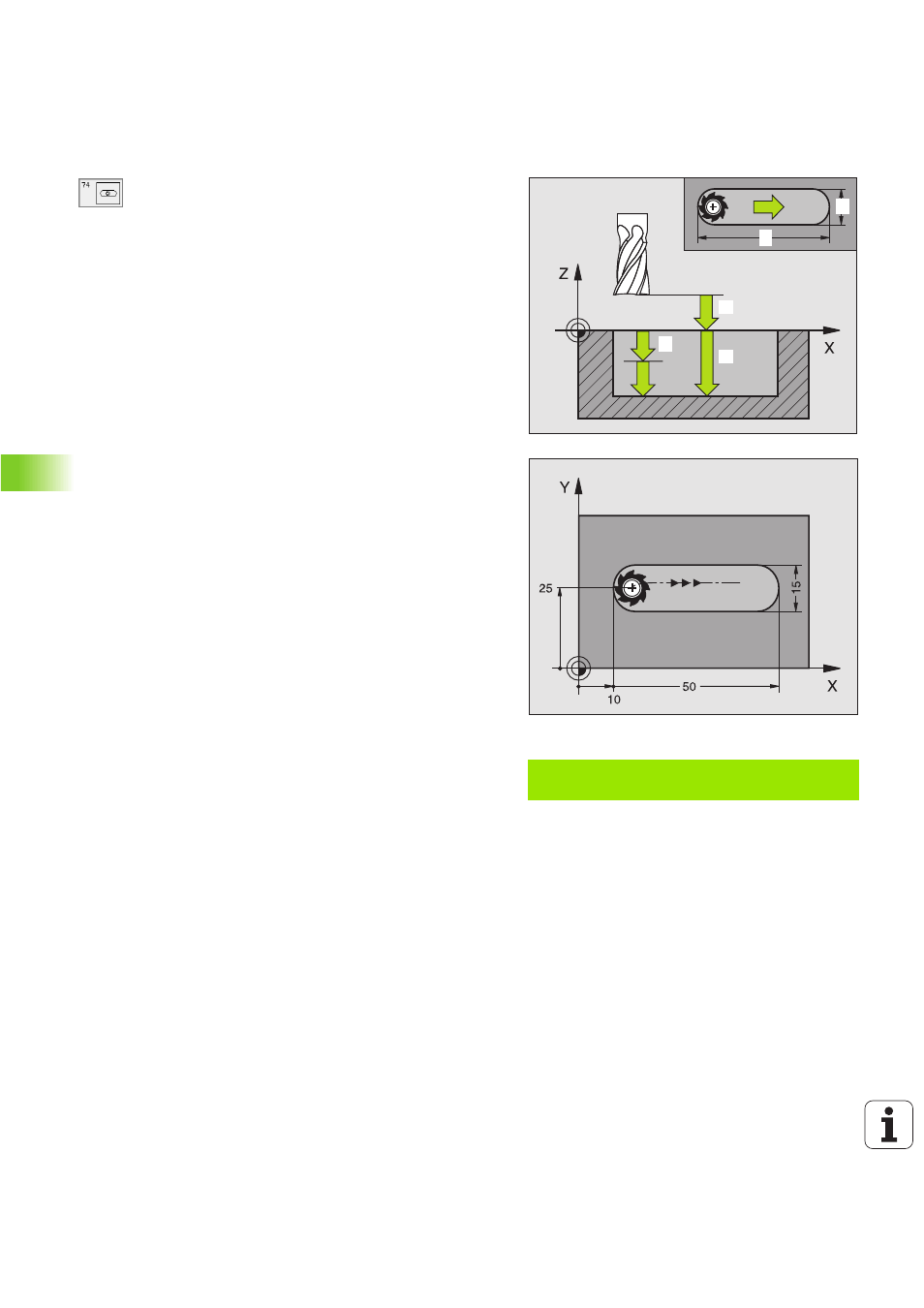
Bezpečnostn vzdálenost
1
(inkrementálně ):
vzdálenost hrot nástroje (poloha startu) – povrch
obrobku.
U
U
U
U
Hloubka frézován
2
(i nkrementálně): vzdálenost
povrchu obrobku – dna kapsy.
U
U
U
U
Hloubka př suvu
3
(inkrementálně ): rozmě r, o nějž
se nástroj pokaždé přisune; TNC n ajede na hl oubku
v jediné operaci, když:
n
h loubka př suvu a kone čn á hloubka j sou stejné ;
n
h loubka př suvu je větš n ež konečná h loubka.
U
U
U
U
Posuv př suvu do hloubky: poje zdová rych lost při
zapich ován .
U
U
U
U
1. délka strany
4
: délka drážky; 1. směr řezu se
defin uje znaménkem.
U
U
U
U
2. délka strany
5
: š řka drážky.
U
U
U
U
Posuv F: pojezdová rychlost nástroje v rovině
obráběn .
Př klad: NC bloky
N44 G74 P 01 2 P02 20 P 0 5 P 04 100
P05 X +80 P06 Y+12 P07 275 *
12
13
1
4
15
1