Válcový pláš• (cyklus g127), G127 válcový pláš – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 302
276
8 Programován : cykly
8.
7
S
L-
c
yk
ly
s
k
u
p
in
y
I
I (
n
e
u
T
N
C
41
0)
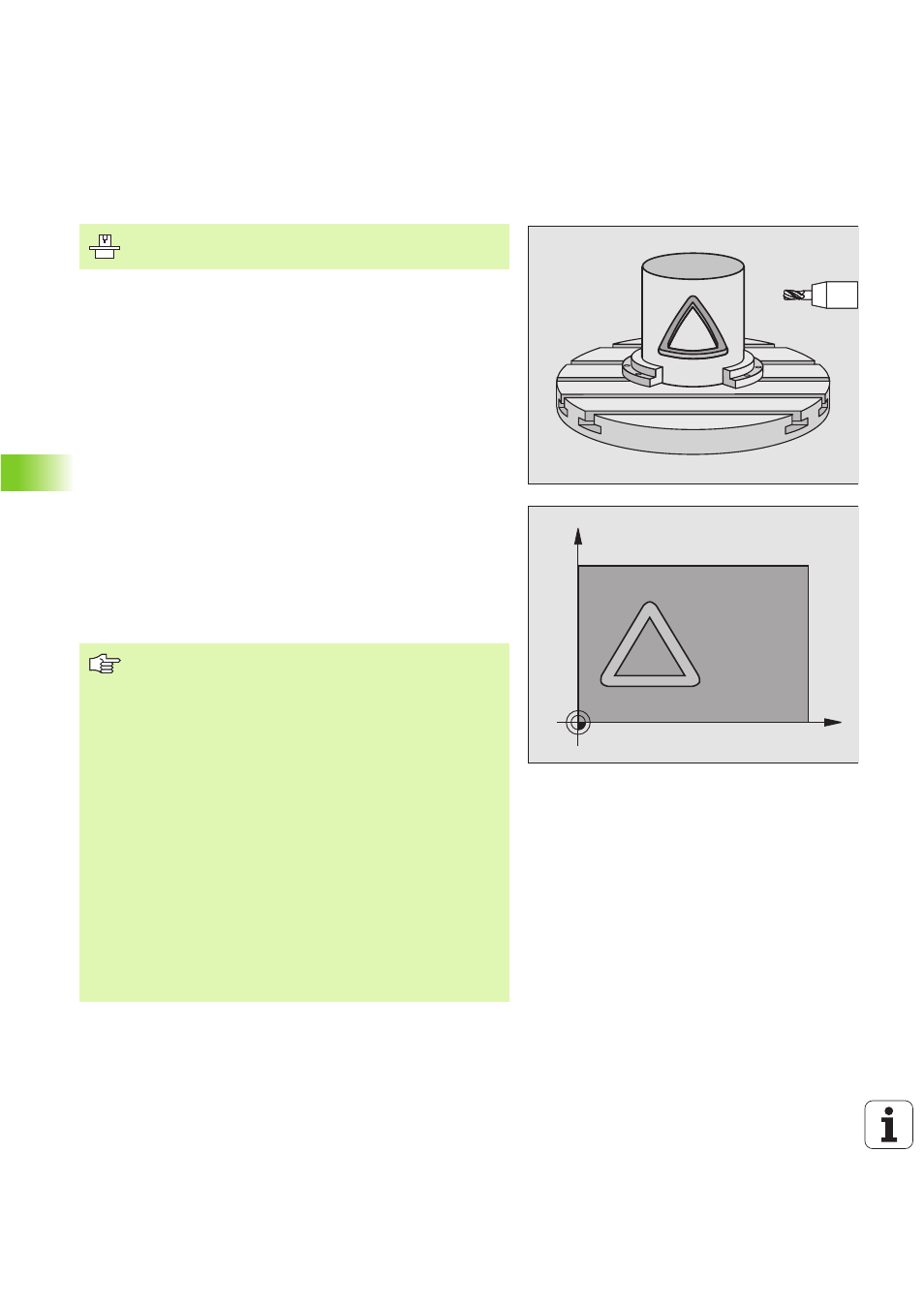
VÁLCOVÝ PLÁŠ• (cyklus G127)
T mto cyklem můžete pře nést n a plášt’ vál ce pře dt m rozvinutě
definovaný obrys. Chcete li na vál ci frézovat vodic drážky, pou žijte
cyklus G128.
Obrys pop šete v podprogramu, který urč te cykle m G37 (OBRYS).
Tento podprogram obsah uje sou řadnice v úhl ové ose (např klad ose
C) a v ose, která je s n rovnoběžná (např klad osa vřetena). Jako
dráh ové funkce máte k dispozici G1, G11, G24, G25 a G2/G3/G12/
G13 s R.
Údaje v úh lové ose mů žete zadat bu ve stupn ch n ebo v mm (palec)
(urč se při definici cyklu).
1 TNC napoloh uje nástroj nad bod zápichu; přitom se bere ohled
na př davek n a dokončen stěny.
2
V prvn hloubce př suvu frézuje nástroj posuvem pro frézován
Q12 podél programovaného obrysu.
3
Na konci obrysu odjede TNC nástrojem do bezpečnostn
vzdálenosti a zpět k bodu zápichu.
4
Kroky 1 až 3 se opakuj , až se dosáhne naprogramované hloubky
frézován Q1.
5
Potom nástroj odjede do bezpečnostn vzdálenosti.
C
Z
Stroj a TNC mus být výrobcem stroje připraveny.
Před programován m dbejte na tyto body:
Pamět’ pro j eden SL cyklus je omezena. V jednom SL
cyklu můžete např. naprogramovat maximálně 256
př mkových bloků.
Znamén ko parametru cyklu Hl oubka definuje směr
obráběn . Naprogramujete li hloubku = 0, pak TNC
cyklus neprove de.
Cyklus vyžaduje frézu s če ln mi zuby (DIN 844).
Vále c mu s být na otočném stole upn ut vystředěně.
Osa vřetena mus směřovat kolmo k ose otočné ho stolu.
Nen li tomu tak, pak TNC vyp še chybové hláše n .
Tento cyklus můžete provádět též při naklopen é rovině
obráběn .
TNC zkontroluje , zda korigovaná a nekorigovaná dráha
nástroje l ež uvn itř rozsahu indikace rotačn osy (je
de fin ována ve strojn m parame tru 810.x). Při chybovém
hlášen „Ch yba v programován obrysu“, př padn ě
nastavte MP 810.x = 0.