HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 293
HEIDENHAIN TNC 410, TNC 426, TNC 430
267
8.
7
S
L-
c
yk
ly
s
k
u
p
in
y
I
I (
n
e
u
T
N
C
41
0)
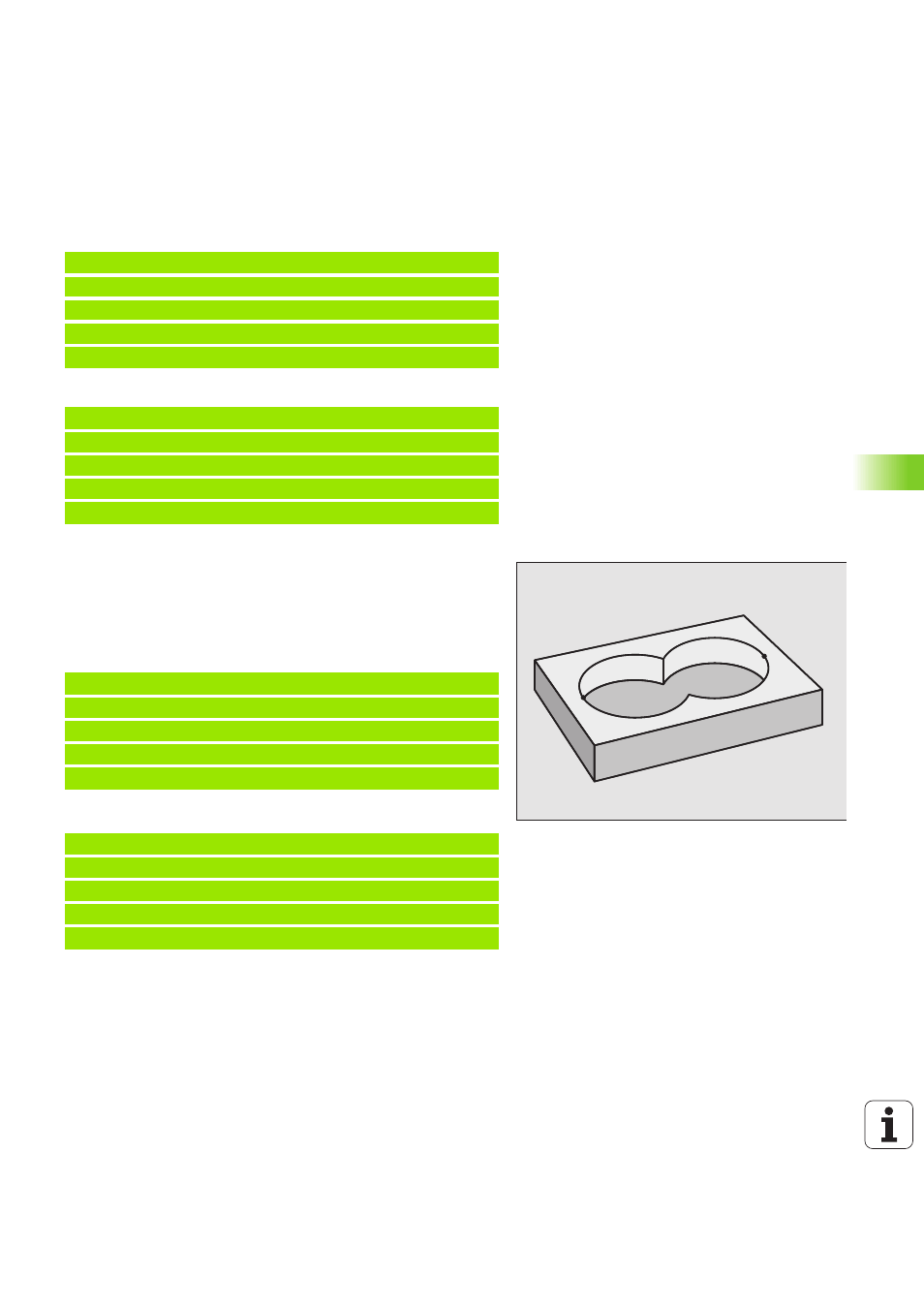
Průseč ky S1 a S2 si TNC vypočte, ty se ne mus programovat.
Kapsy se programuj jako ú plné kru hy.
Podprogram 1: kapsa A
Podprogram 2: kapsa B
„Úhrnná“ plocha
Obrobi t se maj obě d lč plochy A a B, včetně vzájemně se
překrývaj c plochy:
n
Plochy A a B mus být kapsy.
n
Prvn kapsa (v cyklu G37) mus zač nat mimo druhou kapsu .
Plocha A:
Plocha B:
N510 G98 L1 *
N520 G01 G42 X+10 Y+50 *
N530 I+ 35 J+50 *
N540 G02 X+10 Y+50 *
N550 G98 L0 *
N560 G98 L2 *
N570 G01 G42 X+90 Y+50 *
N580 I+ 65 J+50 *
N590 G02 X+90 Y+50 *
N600 G98 L0 *
A
B
N510 G98 L1 *
N520 G01 G42 X+10 Y+50 *
N530 I+ 35 J+50 *
N540 G02 X+10 Y+50 *
N550 G98 L0 *
N560 G98 L2 *
N570 G01 G42 X+90 Y+50 *
N580 I+ 65 J+50 *
N590 G02 X+90 Y+50 *
N600 G98 L0 *