F rézování drážky (cyklus g74) – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 269
HEIDENHAIN TNC 410, TNC 426, TNC 430
243
8.
4
C
y
kl
y k f
réz
o
ván
í kap
es
,
o
s
tr
ù
vkù
(
èep
ù
)
a d
ráž
ek
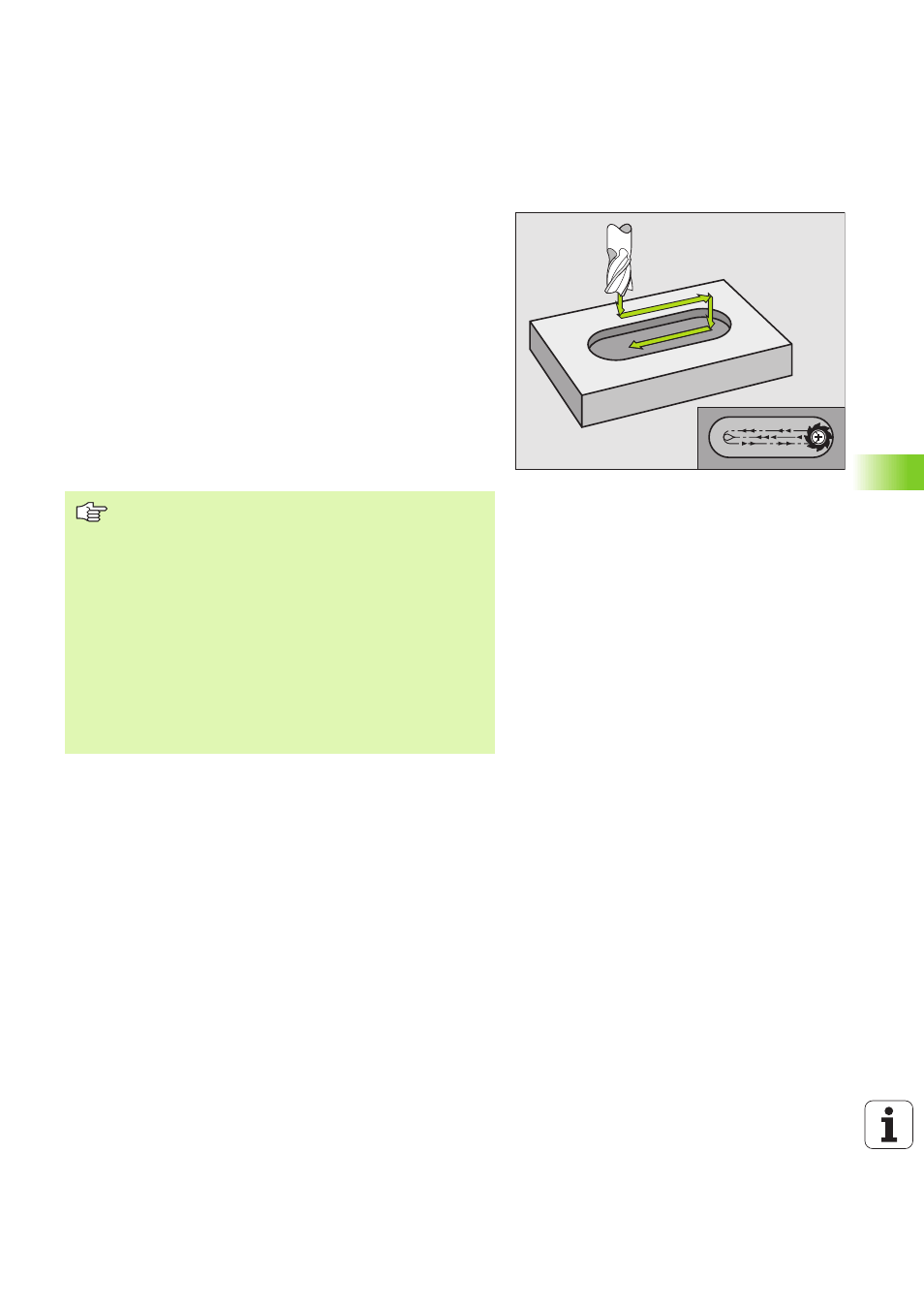
FRÉZOVÁNÍ DRÁŽKY (cyklus G74)
Hrubován
1
T NC pře sad nástroj dovnitř o př davek pro obráběn načisto
(polovina rozd lu mezi š řkou drážky a průměre m nástroje). Odtud
se nástroj zap chne do obrobku a frézu je drážku v podélné m
směru.
2
Na konci drážky n ásleduje př suv do hloubky a nástroj frézuje v
opačném směru. Tento postup se opaku je, až se dosáhne
n aprogramovan é hlou bky.
Dokončen
3
Na dně drážky najede TNC nástroje m po kruh ové dráze
tangenciálně n a vnějš obrys; tento obrys se pak sousledn ě
dokonč (s M3).
4
Pak vyjede T NC rych loposuvem zpět do be zpečnostn
vzdálen osti. Při l ich ém počtu př suvů odjede nástroj v
bezpečnostn vzdálenosti do poloh y startu.
Před programován m dbejte na tyto body:
Cyklus vyžaduje frézu s čeln mi zuby (DIN 844) nebo
předvrtán v bodě startu.
Předpolohován na střed drážky a pře sazen o rádius
nástroje do drážky s korekc rádiusu G40.
Průměr frézy nevolte větš , než j e š řka drážky, a n e
men š , než je polovina š řky drážky.
Polohovac blok naprogramujte do bodu startu v ose
vřetena (bezpečnostn vzdálenost nad povrchem
obrobku).
Znaménko parametru cyklu Hloubka definuje směr
obráběn . Naprogramuje te li hloubku = 0, pak TNC
cyklus n eprovede .