Hloubkové vrtání (cyklus g83), G83 vrtání bez automatického předpolohován – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 211
HEIDENHAIN TNC 410, TNC 426, TNC 430
185
8.
3 C
ykl
y
k
vr
tá
n
í,
ø
e
z
á
n
í
vn
it
ø
n
íc
h
z
á
v
it
ù
a f
réz
o
ván
í z
á
v
it
ù
HLOUBKOVÉ VRTÁNÍ (Cyklus G83)
1
Nástroj vrtá zadaným posuvem F z aktuáln polohy až do h loubky
prvn ho př suvu.
2
Potom TNC vyjede nástroj em a vrát se rychloposuvem FMAX
opět až do hloubky prvn ho př su vu, zmenšené o představn ou
vzdálen ost t.
3
Ř zen si urču je tuto představnou vzdále nost samočinně :
n
hloubka vrtán do 30 mm: t = 0,6 mm
n
hloubka vrtán n ad 30 mm: t = hloubka vrtán /50
n
maximáln představná vzdálen ost: 7 mm
4
Nato vrtá n ástroj zadaným posuvem F do hl oubky dalš h o př suvu
5
T NC opakuje ten to proces (1 a 4), až je dosaže na zadaná h loubka
vrtán .
6
Na dně d ry vrát TNC po uplynut časové prodlevy k uvolně n z
řezu, nástroj rychloposuvem FMAX zpět do startovac polohy
U
U
U
U
Bezpečnostn vzdálenost
1
(i nkrementálně):
vzdálen ost h rot nástroje (pol oha startu) – povrch
obrobku.
U
U
U
U
Hloubka vrtán
2
(inkrementáln ě): vzdálenost
povrchu obrobku – dn o d ry (hrot kužel e vrtáku).
U
U
U
U
Hloubka př suvu
3
(inkrementálně ): rozměr, o který
se nástroj pokaždé přisune. Hloubka ne mu s být
n ásobkem hloubky př suvu . T NC najede na hloubku
vrtán v jediné operaci , je stliže:
n
hlou bka př suvu a konečná hloubka jsou stejné;
n
hloubka př suvu je větš než konečná hloubka.
U
U
U
U
Čas ová prodleva v sekundách: doba, po kterou
setrvá nástroj na dně d ry, aby došlo k uvolněn z řezu
U
U
U
U
Posuv F: poje zdová rychlost nástroje při vrtán v mm/
min .
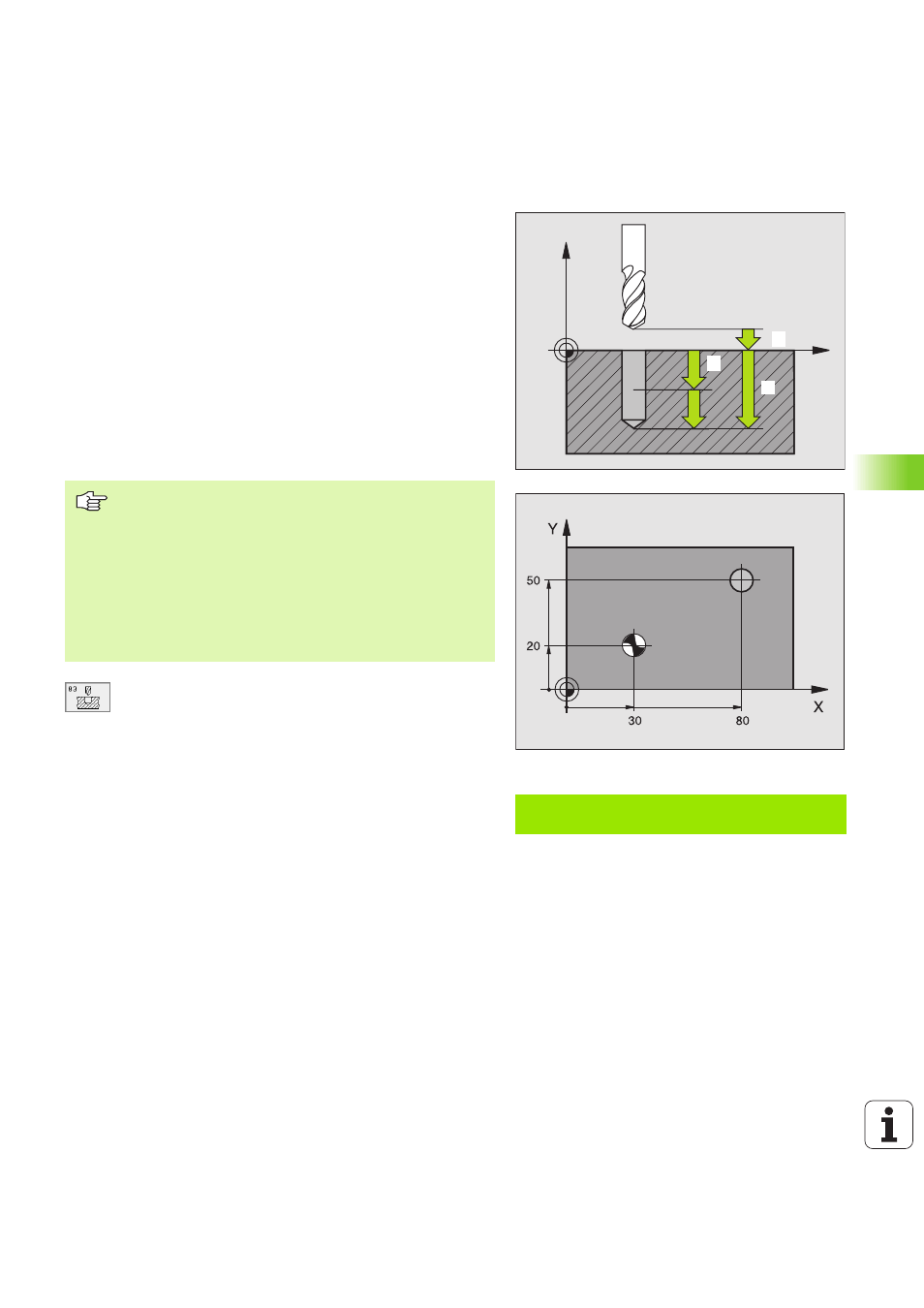
Př klad: NC bloky
N10 G83 P01 2 P 02 20 P03 8 P04 0
P 05 500 *
X
Z
11
2
3
Před programován m dbejte na tyto body:
Naprogramujte polohovac blok do bodu startu (střed
d ry) v rovině obráběn s kore kc rádiusu G40.
Polohovac blok naprogramujte do bodu startu v ose
vřetena (bezpečnostn vzdálenost nad povrchem
obrobku).
Znaménko parametru cyklu Hloubka definuje směr
obráběn . Naprogramuje te li hloubku = 0, pak TNC
cyklus n eprovede .