HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 164
138
6 Programován : programován obrysů
6.
4 D
ráh
o
vé p
o
h
yb
y –
p
ra
v
o
ú
h
lé
s
o
u
ø
ad
n
ic
e
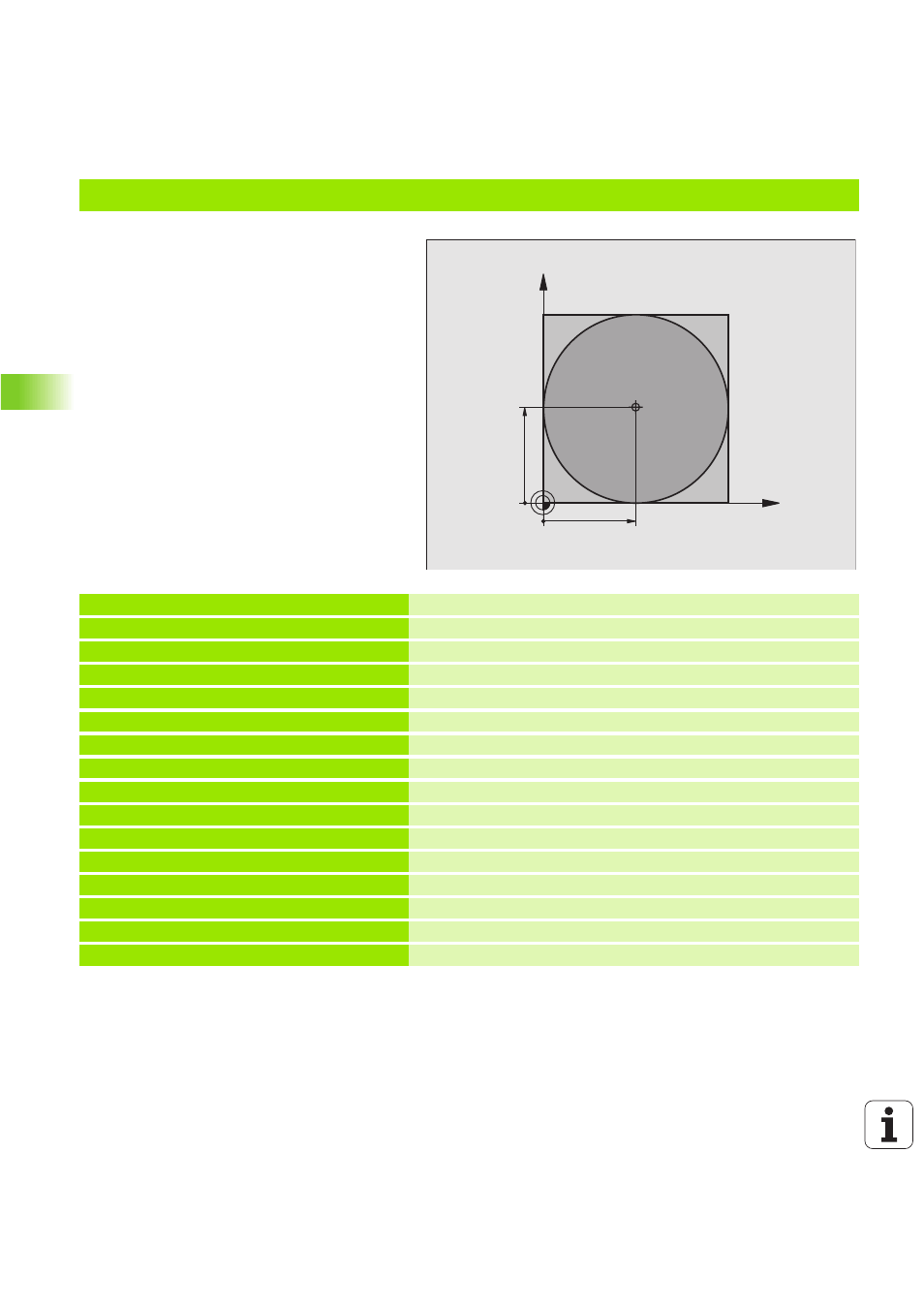
Př klad: Úplný kruh kartézsky
%C CC G71 *
N10 G30 G17 X+0 Y+0 Z 20 *
Definice neobrobené ho polotovaru
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L +0 R +12,5 *
Definice nástroje
N40 T1 G17 S3150 *
Vyvolán nástroje
N50 G00 G40 G90 Z+250 *
Vyjet n ástroje
N60 I+50 J +50 *
Definice středu kruhu
N70 X 40 Y+50 *
Pře dpolohován nástroje
N80 G01 Z 5 F1000 M 3 *
Najet na h loubku obráběn
N90 G41 X +0 Y+50 F 300 *
Najet výchoz ho bodu kru hu, korekce rádiusu G41
N100 G26 R 5 F150 *
T angenciáln naj žděn
N110 G02 X +0 *
Najet na kon cový bod kruhu (= výchoz bod kruhu)
N120 G27 R 5 F500 *
T angenciáln odj žděn
N130 G01 G40 X 40 Y 50 F1000 *
Odj žděn v rovině obráběn , zrušen korekce rádiusu
N140 G00 Z+250 M 2 *
Odjet nástrojem v ose n ástroje, konec programu.
N999999 % C CC G71 *
X
Y
50
50
CC