HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 317
HEIDENHAIN TNC 410, TNC 426, TNC 430
291
8
.8
C
y
k
ly
pr
o pl
oš
né
f
ré
z
ov
á
n
í (
ø
á
d
k
o
v
á
ní
)
U
U
U
U
S tartovn bod 1. osy Q225 (absolutně ): souřadnice
bodu startu řádkovan é ploch y v h lavn ose roviny
obráběn .
U
U
U
U
S tartovn bod 2. osy Q226 (absolutně ): souřadnice
bodu startu řádkované plochy ve vedlejš ose roviny
obráběn .
U
U
U
U
S tartovn bod 3. osy Q227 (absolutně ): souřadnice
bodu startu řádkovan é ploch y v ose vřetena.
U
U
U
U
2. bod 1. osy Q228 (absolutně): souřadnice
kon cového bodu řádkované pl ochy v hlavn ose
roviny obrábě n .
U
U
U
U
2. bod 2. osy Q229 (absolutn ě): souřadn ice
kon cového bodu řádkované pl ochy ve vedlejš ose
roviny obrábě n .
U
U
U
U
2. bod 3. osy Q230 (absolutn ě): souřadnice
kon cového bodu řádkované pl ochy v ose vřeten a.
U
U
U
U
3. bod 1. osy Q231 (absol utně): souřadnice bodu
3
v hlavn ose rovin y obráběn .
U
U
U
U
3. bod 2. osy Q232 (absolutně): souřadnice bodu
3
ve vedlejš ose rovi ny obráběn .
U
U
U
U
3. bod 3. osy Q233 (absol utně): souřadnice bodu
3
v ose vřeten a.
U
U
U
U
4. bod 1. osy Q234 (absol utně): souřadnice bodu
4
v hlavn ose rovin y obráběn .
U
U
U
U
4. bod 2. osy Q235 (absolutně): souřadnice bodu
4
ve vedlejš ose rovi ny obráběn .
U
U
U
U
4. bod 3. osy Q236 (absol utně): souřadnice bodu
4
v ose vřeten a.
U
U
U
U
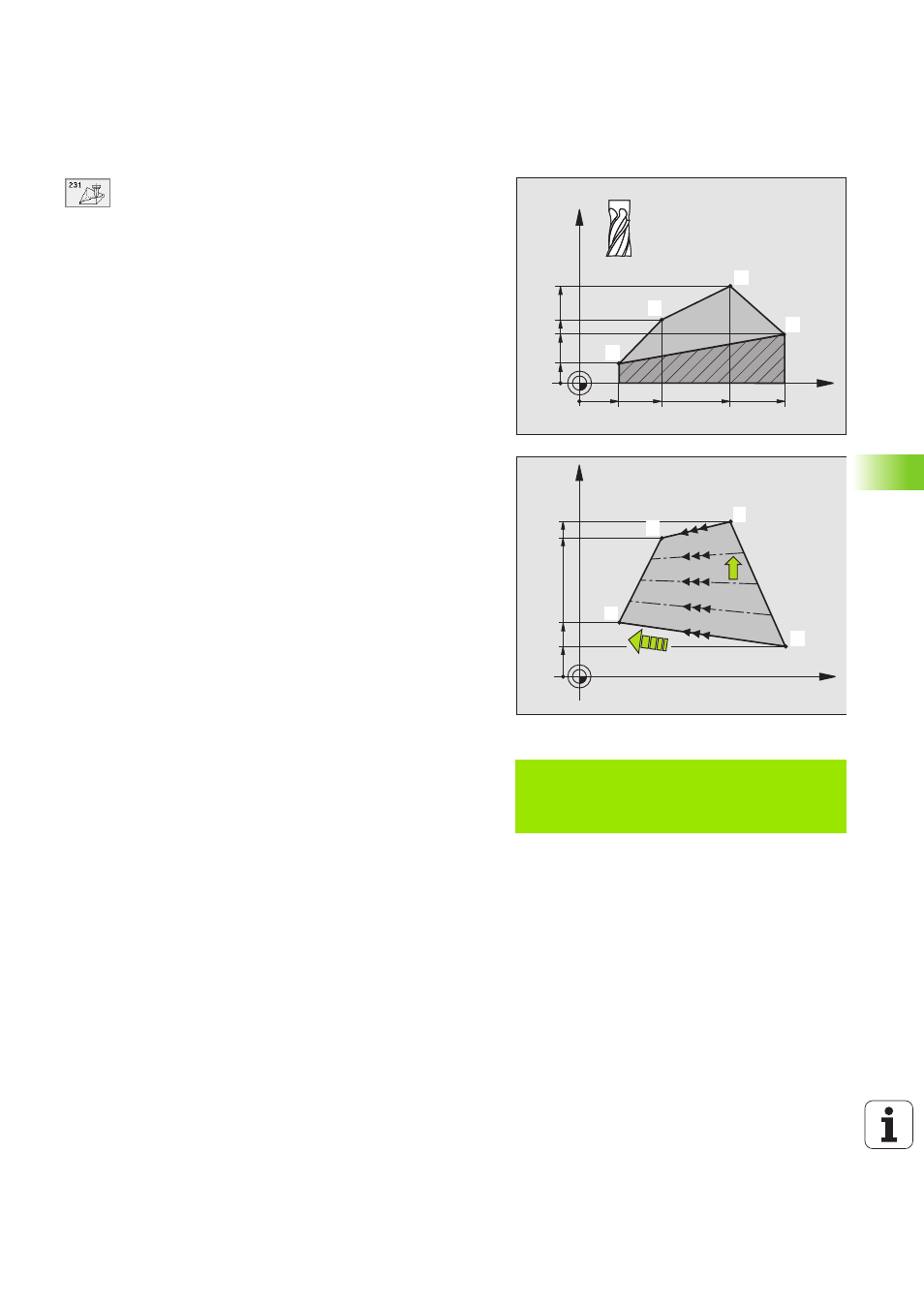
Počet řezů Q240: poče t řádek, jimiž má TNC
n ástrojem projet mezi bodem
1
a
4
, př padně mezi
bodem
2
a
3
.
U
U
U
U
Posuv při frézován Q207: pojezdová rychl ost
n ástroje při frézován v mm/min. Prvn řez provede
T NC polovičn naprogramovanou hodnotou .
Př klad: NC bloky
N72 G231 Q225=+0 Q226=+5 Q227= 2
Q228=+100 Q229=+15 Q230=+5 Q231=+15
Q232=+125 Q233=+25 Q234=+15 Q235=+125
Q236=+25 Q240=40 Q207=500 *
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
1
1
1
2
1
3
14
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
1
1
1
2
1
3
1
4