Tolarance (cyklus g62, ne u t nc 410), 1 0 s p ec iá ln í c ykl y – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 339
HEIDENHAIN TNC 410, TNC 426, TNC 430
313
8.
1
0
S
p
ec
iá
ln
í c
ykl
y
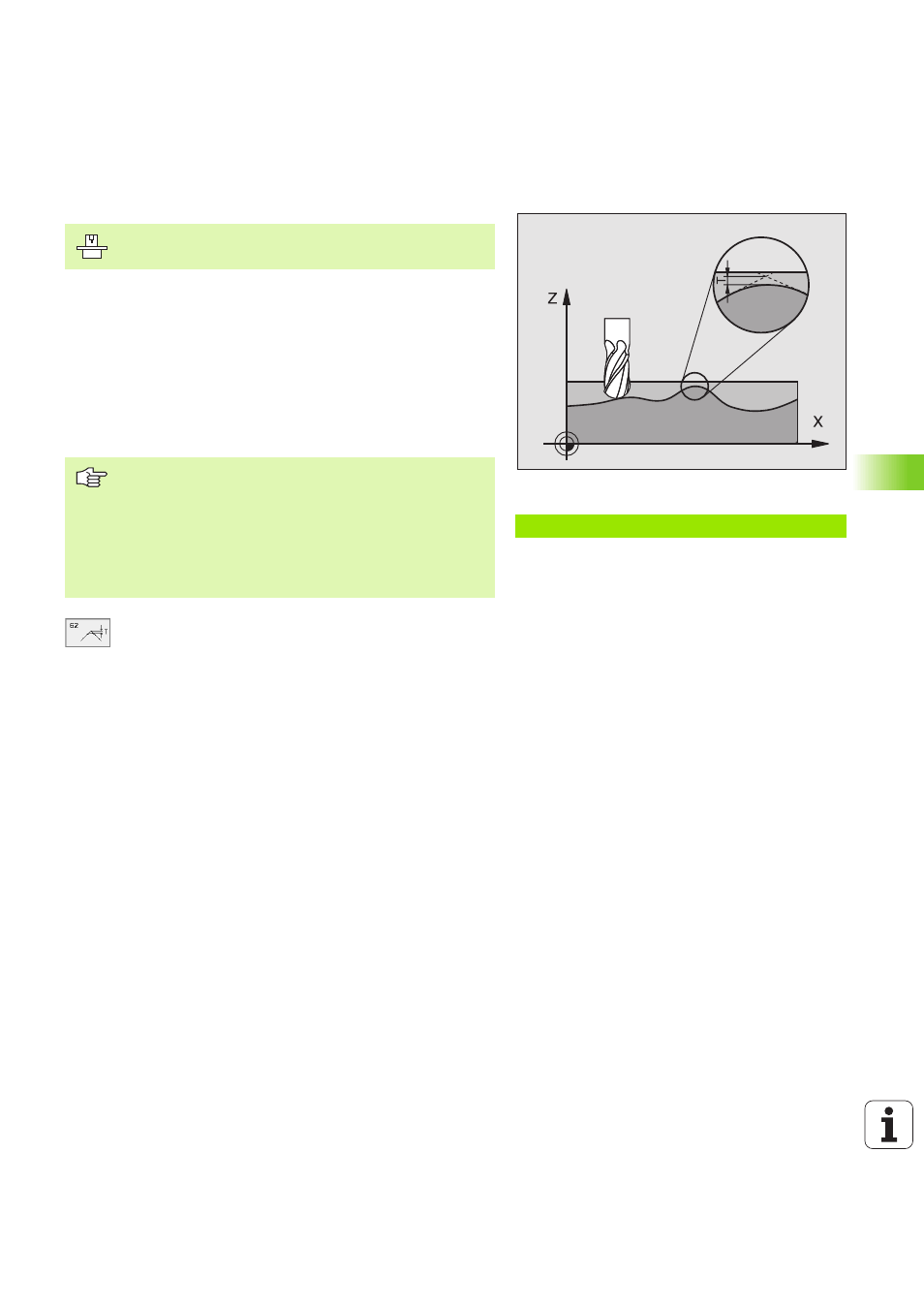
TOLARANCE (cyklus G62, ne u TNC 410)
TNC automaticky vyh lad obrys mezi libovolnými (nekori govan ými
ne bo korigovan ými) prvky obrysu. Nástroj tak poj žd po povrch u
obrobku plynul e. Je l i třeba, sn ž T NC automaticky naprogramovaný
posuv, tak že program se zpracovává vždy „bez škubán “ s nej vyšš
možnou rychlost . T m se zvyšuje jakost povrchu a šetř mechanika
stroje.
T mto vyhl azen m vzn ikne určitá odchylka od obrysu. Veli kost této
odchyl ky od obrysu (hodnota tolerance) je defin ována výrobcem
stroje ve strojn m parametru. S cykle m G62 změn te přednastave nou
hodnotu tolerance.
U
U
U
U
Hodnota tolerance: př pustn á odchylka obrysu v
mm
Př klad: NC bloky
N78 G 62 T0,05*
Stroj a TNC mus být výrobcem stroje připraveny.
Před programován m dbejte na tyto body:
Cyklus G62 je aktivn jako DEF, to znamená, že je ú či nný
od své definice v programu.
Cyklus G62 zresetujete tak, že znovu nadefinu jete cyklus
G62 a dialogovou otázku Hodnota tolerance potvrd te
kláve sou BEZ ZADÁNÍ. Zrušen m se opět zaktivuje
předt m nastaven á tolerance :