HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 353
HEIDENHAIN TNC 410, TNC 426, TNC 430
327
9
.6
P
řk
la
d
y
p
ro
g
ra
mo
v
á
n
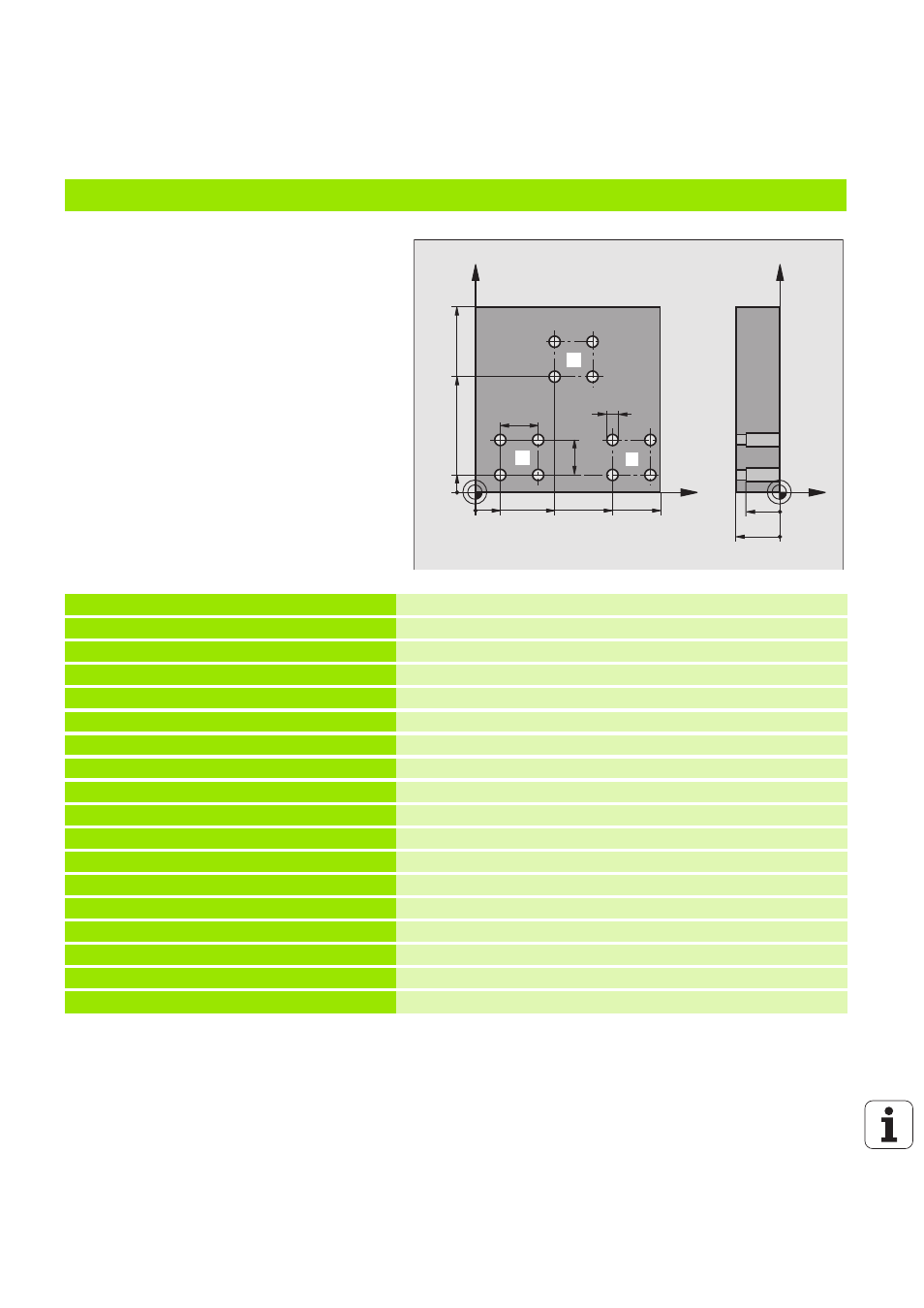
Př klad: Skupina děr několika nástroji
Prováděn programu
n
Programován obráběc ch cyklů v hlavn m
programu
n
Vyvolán komple tn ho vrtac ho pl ánu
(podprogram 1).
n
Najet n a skupin y děr v podprogramu 1,
vyvolán skupiny děr (podprogram 2).
n
Skupina děr se programuje v podprogramu 2
pouze jednou.
% UP 2 G71 *
N10 G30 G17 X+ 0 Y+0 Z 40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+4 *
Defin ice nástroje středic vrták
N40 G99 T2 L+0 R+3 *
Defin ice nástroje vrták
N50 G99 T3 L+0 R+3,5 *
Defin ice nástroje výstružn k
N60 T1 G17 S5000 *
Vyvolán nástroje středic vrták
N70 G00 G40 G90 Z+250 *
Vyjet nástroje
N80 G200
Defin ice cyklu vystředěn
Q200=2
bezpečnostn vzdálenost
Q201= 3
hloubka
Q206=250
posuv
Q202=3
hloubka př suvu
Q210=0
časová prodleva nahoře
Q203=+0
souřadnice povrchu obrobku.
Q204=10
2. bezpečnostn vzdálenost
Q211=0.25
časová prodleva dole
N90 L 1,0 *
Vol án podprogramu 1 pro kompletn vrtac plán
X
Y
15
60
100
100
75
10
45
20
20
5
Z
Y
-20
-15
1
1
1
2
1
3