HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 193
HEIDENHAIN TNC 410, TNC 426, TNC 430
167
7.
5
Pø
íd
a
v
né
f
unk
c
e
pr
o r
o
ta
è
n
í os
y
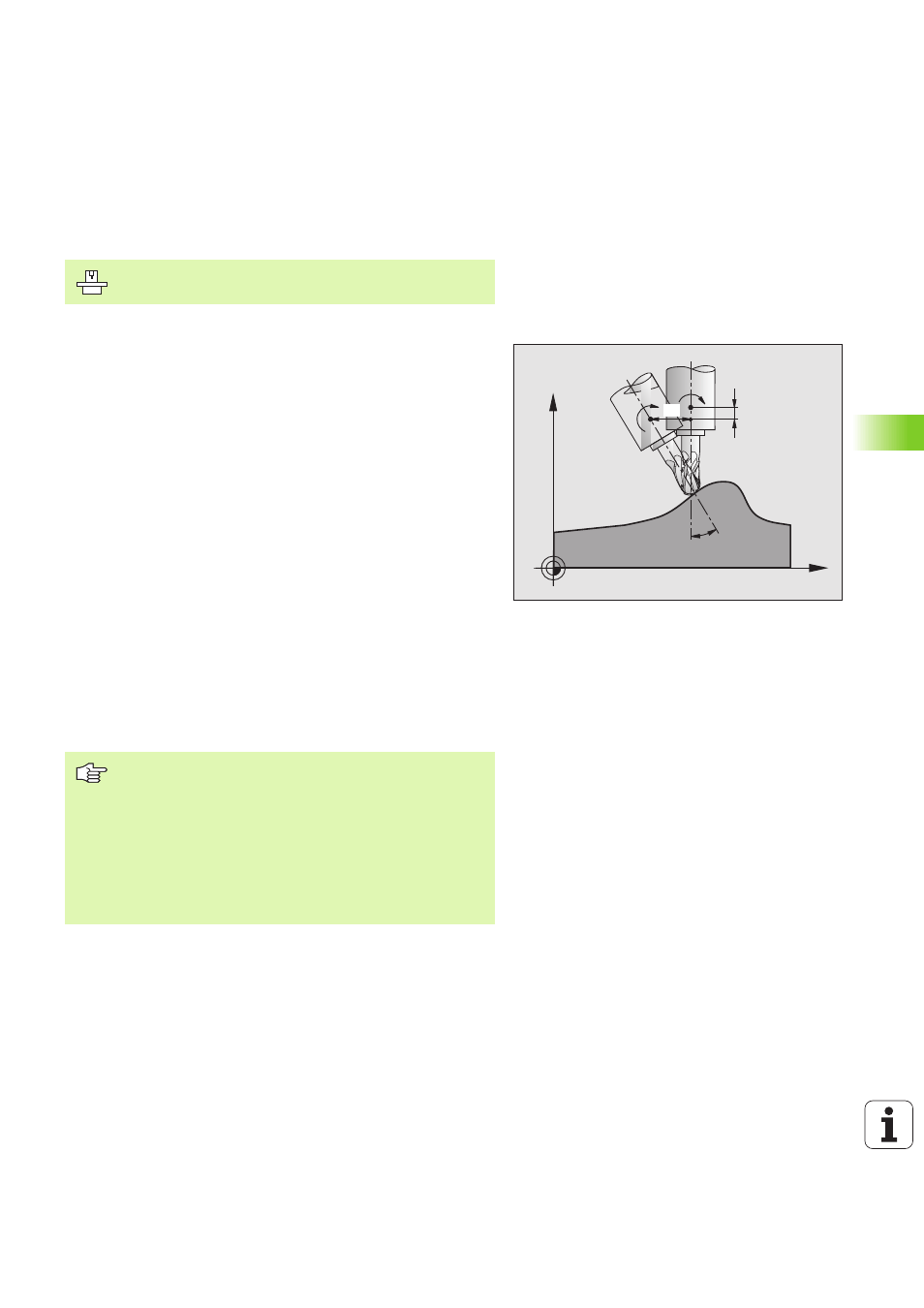
Automatická korekce geometrie stroje při
práci s naklápěc mi osami: M114
(ne u TNC 410)
Standardn chován
TNC naj žd nástrojem na polohy definované v programu obráběn .
Změ n li se v programu poloha naklápěc osy, pak mus
postprocesor vypoč tat takto vzniklé přesazen v l ineárn ch osách a
naje t je v polohovac m bloku. Protože zde také hraje svou úlohu
geometrie stroj e, mus se NC program přepoč távat zvlášt’ pro
každý stroj.
Chován s M114
Změ n li se v programu poloha některé ř zené n aklápěc osy, pak
TNC automaticky kompenzu je přesaze n nástroje pomoc 3D
délkové korekce. Protože je geometrie stroje uložena ve stroj n ch
parametrech, kompen zuje TNC au tomati cky rovněž strojně
specifická přesaze n . Programy mus být přepočteny
postprocesore m jen jednou, i když se budou provádět na různých
stroj ch s ř dic m systé me m TNC.
Nen li váš stroj vybaven ř zenými naklápěc mi osami (ručn
naklápěn hlavy, hlava polohovaná přes PLC), pak můžete za M114
zadat právě platnou pol ohu naklápě c hlavy (např klad M114 B+45,
Q parametry jsou povol eny).
Na korekce rádiusu nástroje mus vz t zřetel CAD systém, př padně
postprocesor. Programovaná korekce rádiusu G41/G42 vede k
vypsán chybového hlášen .
Provede li T NC délkovou korekci nástroje , pak se programovaný
posuv vztahuj e na hrot nástroje, jinak na vztažný bod nástroje.
Geome trie stroj e mus být definována výrobcem stroje ve
strojn ch parame trech 7510 a následuj c ch.
Pokud má váš stroj ř ze nou otočnou hlavu, pak můžete
přerušit prováděn programu a změnit poloh u naklápěc
osy (např klad ručn m kolečkem).
Pomoc funkce STAR T Z BLOKU N (předběh bloků)
mů žete pak pokračovat v prováděn programu obrábě n
od m sta přeruše n . TNC automaticky respektuj e při
aktivn M114 n ovou polohu naklápěc osy.
Ke změn ě polohy naklápěc osy ručn m kolečke m bě hem
prováděn programu použijte M118 ve spojen s M128.
X
Z
dB
dz
dx
B
B