Tabulka pozic pro výměn k nástrojů, 2 n á s tr o jo vá d a ta – HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 133
HEIDENHAIN TNC 410, TNC 426, TNC 430
107
5.
2
N
á
s
tr
o
jo
vá
d
a
ta
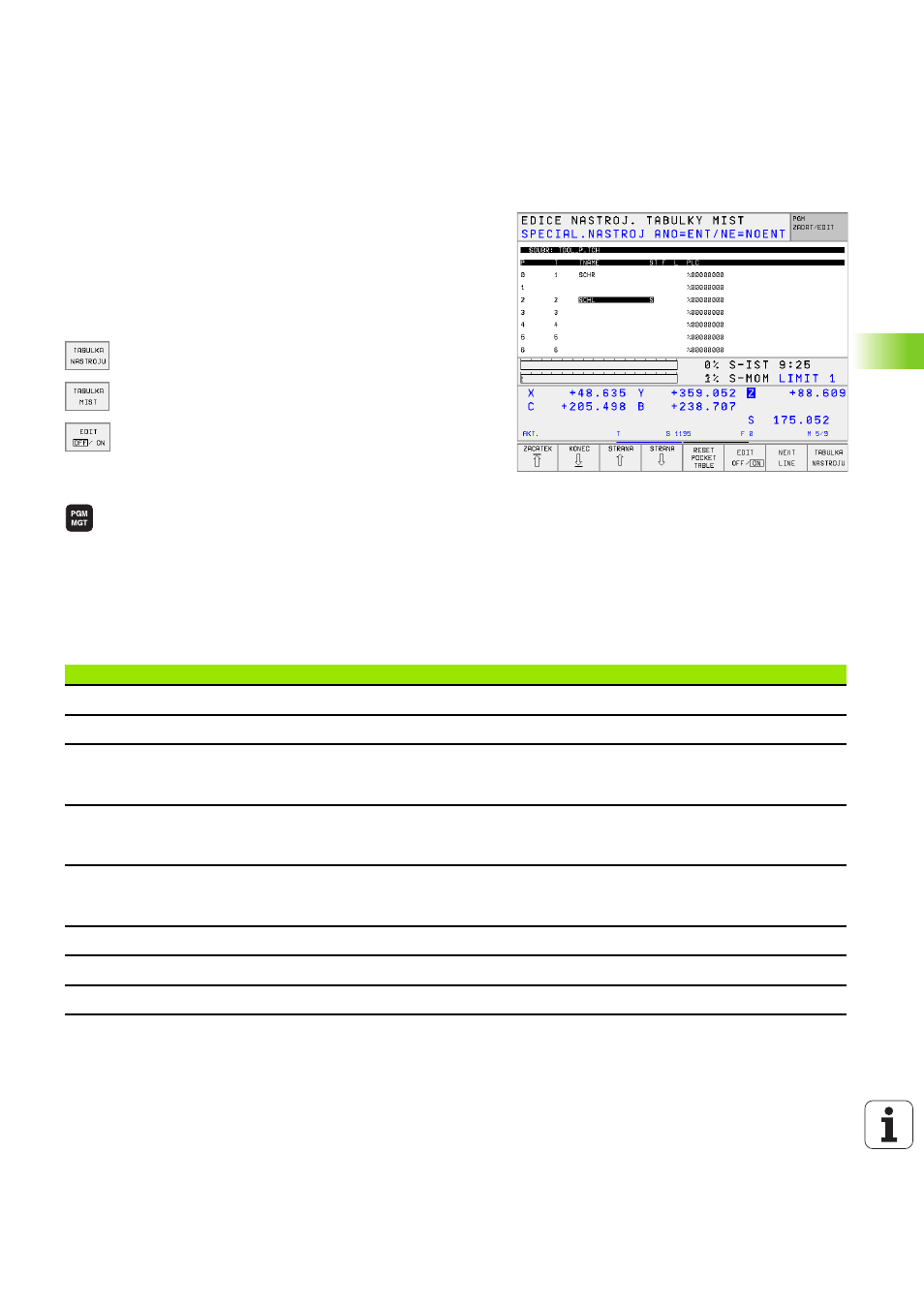
Tabulka pozic pro výměn k nástrojů
Pro automatickou výměn u nástrojů potřebujete tabu lku pozic
TOOL_P.TCH. TNC spravuje v ce tabulek pozic s libovolnými jmény
souborů. Tabulku pozic, kterou chcete aktivovat pro prováděn
programu, navol te v některém provozn m re žimu provádě n
programu přes správu souborů (status M).
Editace tabulky pozic v některém provozn m režimu prováděn
programu.
U
U
U
U
Zvolte tabulku nástrojů: stiskněte softkl ávesu
T ABULKA NÁSTR OJŮ
U
U
U
U
Zvolte tabulku pozic: zvolte softklávesu TABULKA
POZIC
U
U
U
U
Softklávesu EDITOVAT nastavte na ZAP
Zvolte tabulku pozic v provozn m režim u Program Zadat/
Editovat (pouze TNC 426, TNC 430).
U
U
U
U
Vyvolán správy souborů
U
U
U
U
Zobrazen volby typu souborů : stiskněte softklávesu
ZVOLIT T YP
U
U
U
U
Zobrazen souborů typu .TCH: stiskněte softkl ávesu
T CH SOUBOR Y (druhá l išta softkláves)
U
U
U
U
Zvolte n ějaký soubor nebo zadejte nové jméno
souboru. Potvr te klávesou ZADÁNÍ n ebo
softklávesou ZVOLIT
Zkr.
Zadán
Dialog
P
Č slo pozice nástroje v zásobn ku nástrojů
–
T
Č slo nástroje
Č slo nástroje ?
ST
Nástroj je speciáln nástroj (ST: jako Special Tool = angl. speciáln nástroj);
blokuje li váš speciáln nástroj pozice před a za svou pozic , pak zablokujte
odpov daj c pozice ve sl oupci L (status L).
Speciáln nástroj ?
F
Nástroj vrace t pokaždé do stejné pozice v zásobn ku ( F: jako Fixed = angl.
pevně určený)
Pevné m sto? Ano =
ZADÁNÍ /
Ne = BEZ ZADÁNÍ
L
Bl okovat pozici (L: jako Locke d = angl. bl okováno, vi z též sloupec ST)
Blokovaná pozice A no =
ZADÁNÍ / Ne = BEZ
ZADÁNÍ
PLC
Informace, která má být k té to pozici nástroje předána do PLC
PLC status?
TNAME
Zobrazen jména n ástroje z TOOL.T
–
DOC
Zobrazen komentáře k n ástroji z TOOL.T
–