HEIDENHAIN TNC 410 ISO Programming Uživatelská příručka
Stránka 224
198
8 Programován : cykly
8.
3 C
ykl
y
k
vr
tá
n
í,
ø
e
z
á
n
í
vn
it
ø
n
íc
h
z
á
v
it
ù
a f
réz
o
ván
í z
á
v
it
ù
U
U
U
U
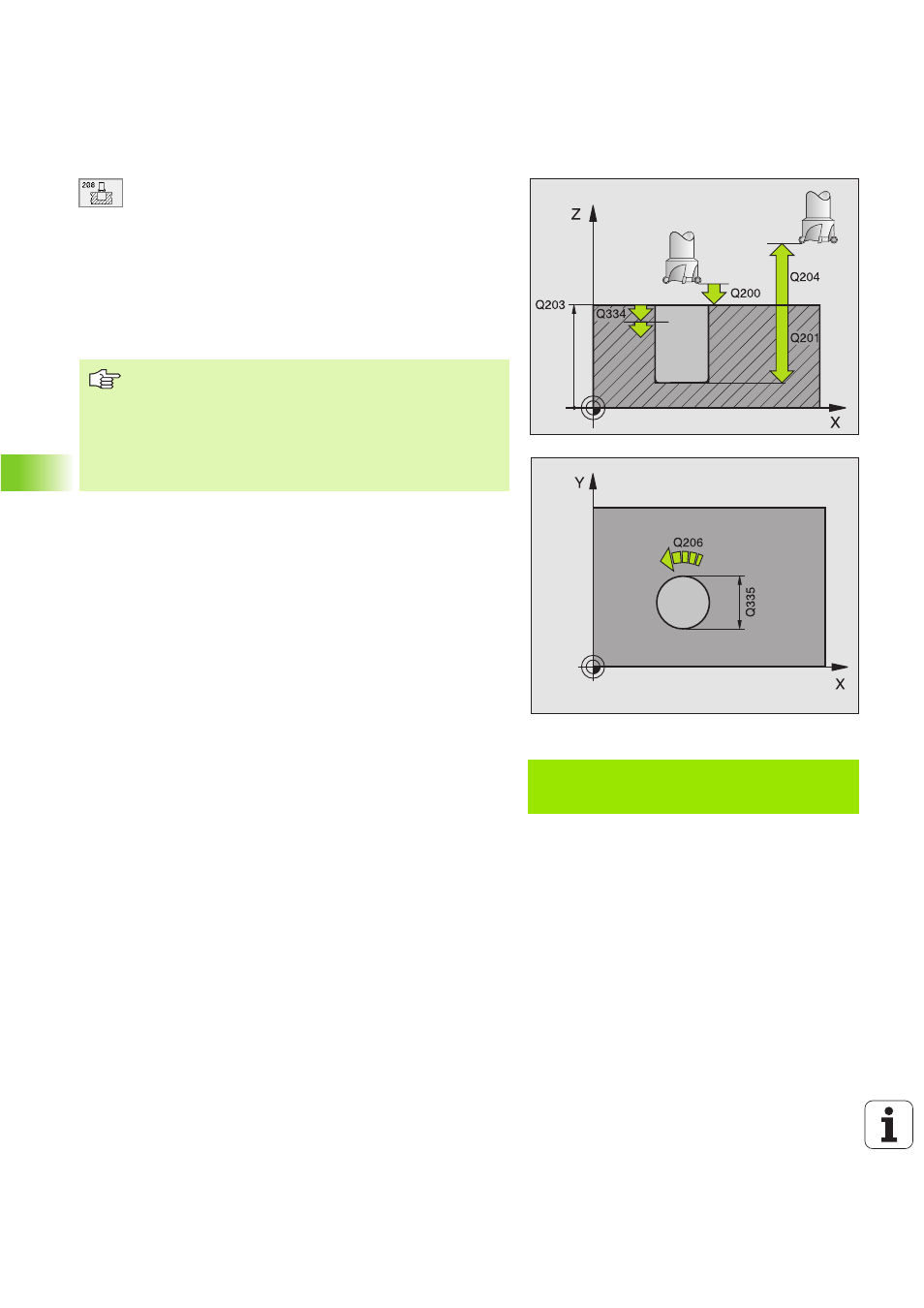
Bezpečnostn vzdálenost Q200 (i nkrementálně):
vzdálenost hrotu nástroje – povrchu obrobku
U
U
U
U
Hloubka Q201 (inkrementálně): vzdálenost povrchu
obrobku – dn a d ry.
U
U
U
U
Posuv př suvu do hloubky Q206: pojezdová
rychlost nástroje při vrtán po šroubovici v mm/min.
U
U
U
U
Hloubka př suvu na šroubovici Q334
(inkre me ntálně): rozmě r, o který je nástroj po každé
obrátce šroubovice (=360°) vždy přisunut.
U
U
U
U
Souřadnice povrchu obrobku Q203 (absolutn ě):
souřadnice povrchu obrobku.
U
U
U
U
2. bezpečnostn vzdálenost Q204
(inkre me ntálně): souřadnice osy vřetena, v n ž
nemůže doj t ke kolizi mezi nástrojem a obrobkem
(up nadly).
U
U
U
U
C lový průměr Q335 (absolutně): průměr d ry.
Jestliže jste zadali průměr d ry rovnaj c se prů mě ru
nástroje, vrtá TNC př mo be z in te rpolace šroubovice
na zadanou h loubku.
U
U
U
U
Předvrtaný průměr Q342 (absolutn ě): jestl iže
zadáte v Q342 hodnotu větš ne ž „0“, n ebude ji ž T NC
provádě t kontrolu ohledn ě poměru c lového
průměru a průměru nástroje. T m můžete
vyfrézovávat d ry, jejichž průměr je v ce než dvakrát
tak velký ne ž průměr nástroje.
Př klad: NC bloky
N12 G208 Q200=2 Q201= 80 Q206=150
Q334=1. 5 Q203=+100 Q204=50 Q335=25
Q342=0 *
Uvě domte si, že při př liš velkém př suvu může váš nástroj
poškodit sám sebe i obrobek.
Aby se zabránilo zadán př l iš ve lkých př suvů, udej te v
tabul ce nástrojů ve sloupci ANGLE maximáln ě možný
úhel zanořen nástroje, viz „Nástroj ová data”, str. 99. TNC
pak automaticky vypočte maximálně dovole ný př suv a
př padně změn vámi zadanou hodnotu.